Результат тиску впорскування
Результат тиску впорскування показує найвищий тиск упорскування, досягнутий до того, як машина перейде з контролю швидкості на тиск.
Речі шукати
Переглядаючи результат тиску впорскування , зверніть увагу на наступне:
- Зміни тиску під час пакування, що впливає на об’ємну усадку
- Зміни тиску в порожнині, які слід мінімізувати на стадії пакування
- Вагання
- Перепакування, викликане високим тиском упорскування
- Усадка.
Використовуючи цей результат
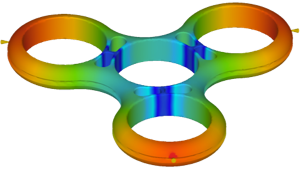
На початку заповнення тиск у всій формі дорівнює нулю, або 1 атм за шкалою абсолютного тиску. Тиск у певному місці починає зростати, коли фронт розплаву досягає цього місця. Тиск продовжує зростати в міру віддалення фронту розплаву через збільшення довжини потоку між цим конкретним місцем і фронтом розплаву.
Сила, яка штовхає розплав полімеру текти під час заповнення, є різницею тиску між одним місцем і наступним. Подібно до води, що тече з високих висот на нижчі, полімер завжди рухається в напрямку негативного градієнта тиску, від вищого тиску до нижчого; отже, максимальний тиск виникає в місцях впорскування полімеру, а мінімальний тиск виникає на фронті розплаву під час стадії заповнення, як показано на наступній діаграмі.
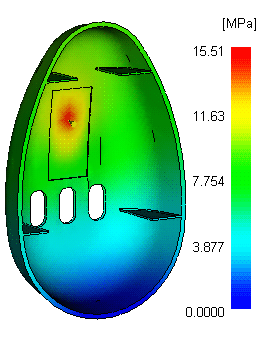
Величина тиску або градієнт тиску залежить від опору полімеру в прес-формі. Це тому, що полімер з високою в'язкістю вимагає більшого тиску, щоб заповнити порожнину. Обмежені зони форми, такі як тонкі секції, малі канали та велика довжина потоку, також вимагають більшого градієнта тиску, а отже, більш високого тиску для заповнення.
Наступні кроки
Наступні варіанти можуть бути використані для вирішення проблем із недостатнім заповненням або надмірною упаковкою, спричиненою тиском уприскування:
- Перемістіть місце ін’єкції або використовуйте додаткові місця ін’єкції, щоб заповнити проблемну ділянку. Кількість місць розташування воріт залежить від геометрії деталі, матеріалу та умов обробки.
- Розташуйте місця впорскування, щоб створити збалансовану схему заповнення та рівномірний розподіл тиску.
- Уникайте розміщення місць для ін’єкцій поблизу тонких ділянок, які можуть спричинити коливання, а також у місцях, які заповнюватимуться раніше та надлишку.
- Змінити геометрію деталі.
- Якщо змінити розташування затвора для зниження тиску впорскування неможливо, переконструюйте деталь, щоб збільшити товщину стінки. Складна та тонка геометрія може спричинити труднощі заповнення та вимагати високого тиску впорскування.
- Виберіть інший матеріал із меншою в’язкістю, який потребує меншого тиску впорскування для заповнення форми. Збільште температуру розплаву, щоб зменшити в'язкість. Це зменшує тиск впорскування, необхідний для заповнення форми.
Орігінал сторінки: Injection pressure