Свердліть, чорніть і обробіть ID
Створіть пілотний отвір, грубий отвір і завершіть поворот внутрішнього діаметра.
Що ми розглядаємо в цьому уроці
Буріння . Спочатку просвердлимо отвір по центральній лінії. Ми будемо використовувати фрезу з плоским торцем із циклом свердління. Це створить зазор, необхідний для розточування, і отримаємо плоске дно отвору.
Токарний профіль . Ця траєкторія видалить матеріал із внутрішнього діаметра (ID) деталі та створить чистовий розріз.
Буріння:
Виробництво > Токарна обробка > Свердління > Свердло ![]()
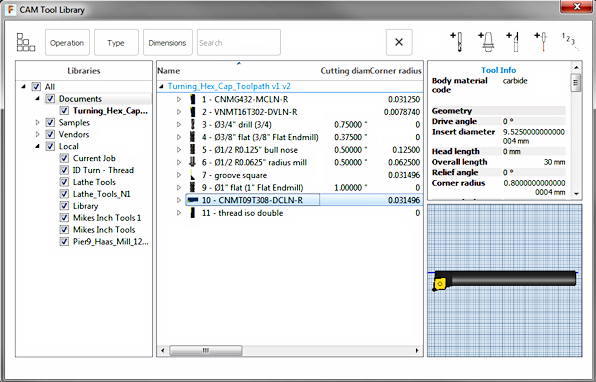
У діалоговому вікні «Деталізація» на вкладці «Інструмент» натисніть «Вибрати» , щоб відкрити бібліотеку інструментів .
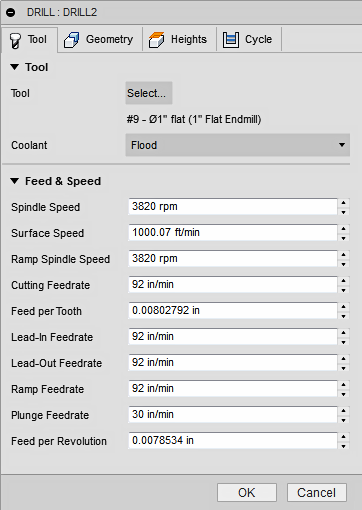
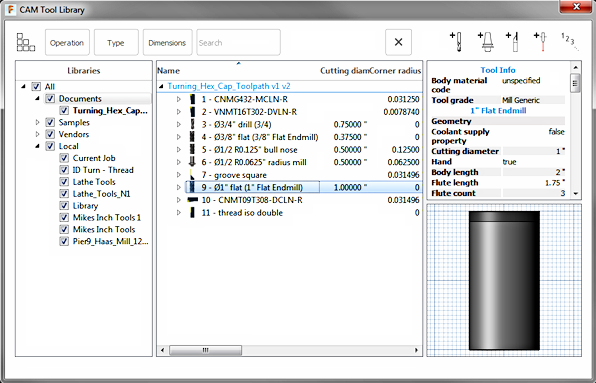
Виберіть «Показати піктограму дерева бібліотеки» у верхньому лівому куті діалогового вікна. Виберіть бібліотеку документів і виберіть 1,0" Flat End Mill . Двічі клацніть або натисніть OK, щоб вибрати інструмент.
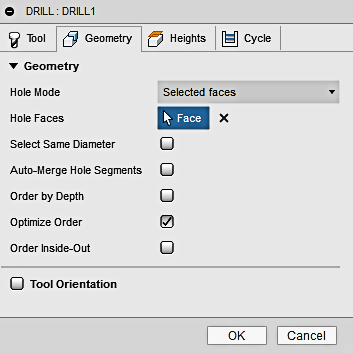
На вкладці «Геометрія» виберіть отвір, клацнувши внутрішню грань циліндра. Це дає вам діаметр, верхню висоту та глибину отвору. Але глибина буде лише до дна вибраного циліндра.
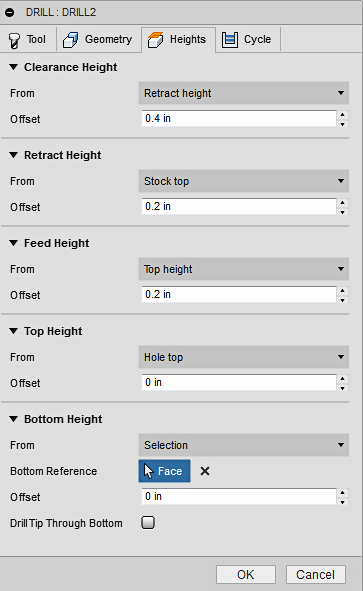
На вкладці Heights (Висота) налаштуйте Drill Bottom Height (Висота дна свердління) на значення « З вибору користувача» . Виберіть нижню грань отвору, щоб встановити глибину.
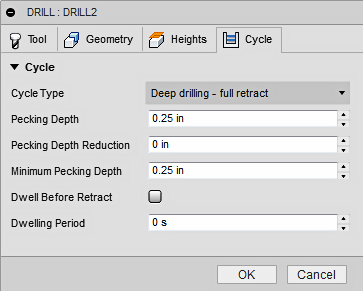
На вкладці «Цикл» виберіть тип стандартного циклу свердління для використання. Для цього прикладу виберіть цикл глибокого свердління . Це цикл розкльовування, і для досягнення повної глибини знадобляться кілька глибоких надрізів.
Чорнова та чистова обробка ID:
Виробництво > Токарна обробка > Токарна обробка > Груба обробка профілю ![]()

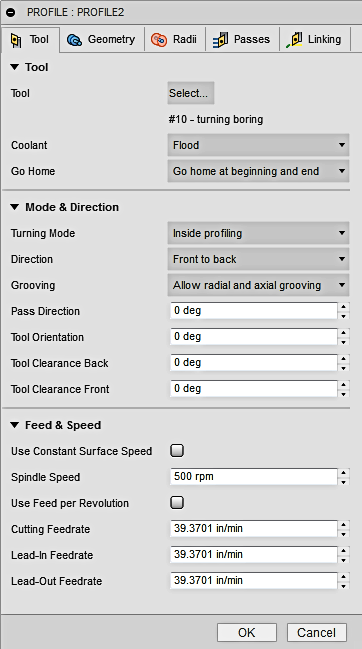
У діалоговому вікні «Деталізація» на вкладці «Інструмент» натисніть «Вибрати» , щоб відкрити бібліотеку інструментів .
Встановіть режим повороту на внутрішній профіль .
Для цієї операції знадобиться розточувальний пруток для внутрішньої обробки. Виберіть розточувальний інструмент CNMT09T308-DCLN-R.
На вкладці Геометрія не потрібно змінювати, оскільки ми хочемо видалити весь матеріал.
На вкладці «Радіуси» налаштуйте межі зазору та внутрішнього радіуса заготовки, яку потрібно розрізати. Інструмент потрібно встановити всередині наявного отвору з додатковим зазором. Якщо у вас виникли проблеми, порівняйте свої налаштування з налаштуваннями в діалоговому вікні нижче.
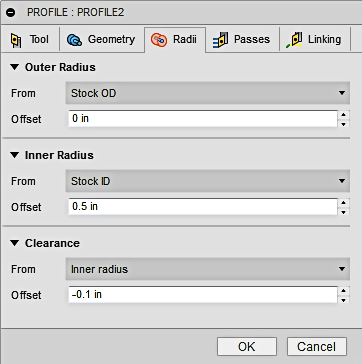 |
Пам’ятайте, що зараз ми маємо отвір діаметром 1,0 дюйма в деталі. Наші внутрішні зазори будуть відповідати цьому отвору.
Встановіть внутрішній радіус на 0,50 дюйма (1/2 діаметра отвору) з ID запасу . Встановіть зазор на -.100" від положення внутрішнього радіуса . |
На вкладці «Паси» ви виконуватимете грубі та завершальні паси . Ви збираєтеся виконати чорнову та остаточну обробку деталі тим самим інструментом. Якщо у вас виникли проблеми, порівняйте свої налаштування з налаштуваннями в діалоговому вікні нижче.
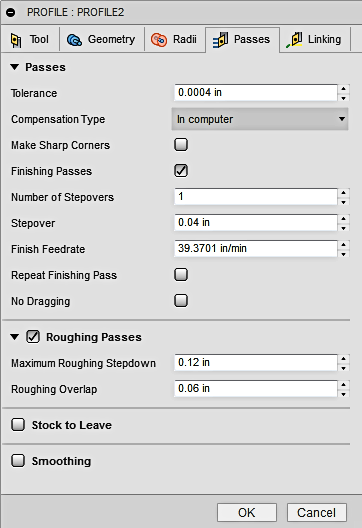 |
Переконайтеся, що встановлено прапорець Roughing Passes
Встановіть максимальну величину зниження чорнової обробки на 0,120" |
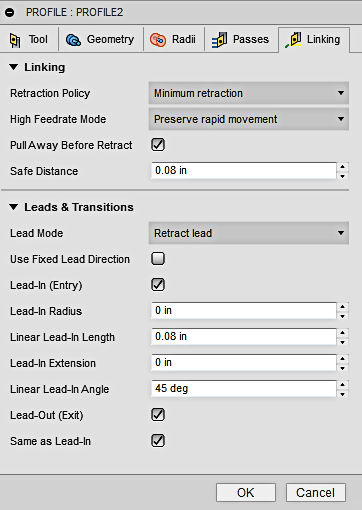
Вкладка «Підключення» не потребує змін. Якщо у вас виникли проблеми, порівняйте свої налаштування з налаштуваннями в діалоговому вікні нижче.
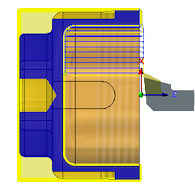
Шлях інструмента має виглядати приблизно так.
Орігінал сторінки: Drill Rough amp Finish The ID