Діалог буріння
Виробництво > Фрезерування або токарна обробка > Свердління ![]()
Свердління є звичайним завданням обробки для створення отворів у деталі. Ця функція зазвичай запускає стандартні цикли елементів керування ЧПК. Ці цикли включають загальний рух, який використовується для конкретного завдання обробки отвору. Зазвичай існують стандартні цикли для основного свердління, свердління глибоких отворів, контррозточування, розточування та нарізання різьб. Вихід стандартного циклу в кінцевому коді залежить від постпроцесора та можливостей вашої машини.
Ось типи рухів свердління, які можна виконувати за допомогою цієї траєкторії:
- Свердління – свердління типу G81 із швидким виходом.
- Розточування – свердління в стилі G82 із зупинкою внизу та швидким виходом.
- Розламування стружки – руйнування стружки з клюванням і частковим втягуванням між клюваннями.
- Глибоке свердління – глибоке свердління з клюванням і повним відтягуванням між клюваннями.
- Кероване глибоке свердління – пістолетне свердління – глибоке свердління, яке створює дуже круглий отвір із точним діаметром. Дуже корисний для глибоких прямих отворів у різних матеріалах.
- Нарізування – Нарізування (G84/G74). Синхронна швидкість шпинделя і подача.
- Нарезание різьби зі стружколомом – Нарізування різьбою зі стружколомом.
- Прорив — дозволяє зменшити подачу та швидкість перед пробиванням отвору.
- Розгортання – Розгортання (стиль G85) з подачею назовні.
- Розточування – розточування з перебуванням у нижній частині та подачею.
- Стопорне розточування – розточування (стиль G86) з упором шпинделя внизу та швидким виходом.
- Тонке розточування – Тонке розточування зі зміщенням від боку отвору.
- Back-boring – Розточування зі спини.
- Circular pocket milling – Кругове фрезерування кишень.
- Борофрезерование – Борофрезерування.
- Резьбофрезерование – Різьбофрезерування.
- Зонд — використовується для вимірювання елемента деталі за допомогою зонда або використання макросів із машини для визначення WCS. Потребує спеціального поводження в постпроцессорах залежно від машини.
Потрібна додаткова інформація про ці консервовані цикли?
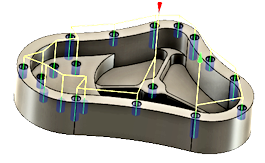
Вхідну геометрію для цих циклів можна вибрати безпосередньо з елементів геометрії деталей, і відповідно до інших двовимірних операцій, вхідну геометрію також можна вибрати з ескізу (наприклад: центральні точки дуг).
При роботі з суцільними моделями найпростішим способом використання Свердління є виділення циліндричних граней отворів. Це автоматично встановлює правильну висоту і глибину запасу для кожного отвору. Свердління розпізнає отвори з різною початковою висотою та глибиною, щоб створити одну операцію свердління. Зауважте, що для циліндричних граней доступна опція «Вибрати однаковий діаметр» . Це дозволяє легко – автоматично – вибирати будь-які схожі отвори.
Зацікавлений структурованим уроком з буріння ? 
 Налаштування вкладки інструментів
Налаштування вкладки інструментів
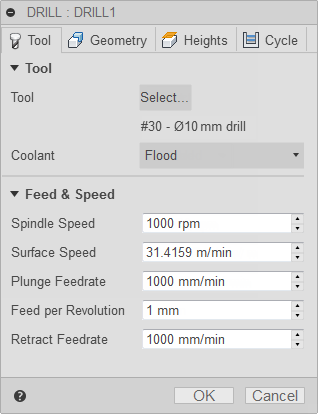
Охолоджуюча рідина
Виберіть тип охолоджувальної рідини, яка використовується з верстатом. Не всі типи будуть працювати з усіма машинними постпроцесорами.
Подача та швидкість
Параметри різання шпинделя та швидкості подачі.
- Швидкість шпинделя – швидкість обертання шпинделя, виражена в обертах за хвилину (RPM)
- Поверхнева швидкість – швидкість, з якою матеріал рухається повз ріжучу кромку інструменту (SFM або м/хв)
- Швидкість подачі при занурюванні – швидкість подачі свердління під час занурення в запас
- Подача за оборот – Швидкість подачі занурення, виражена як подача за оборот
- Швидкість подачі втягування – подача, яка використовується під час втягування, але без використання швидких рухів (G0)
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія
 |
 |
 |
Перегляньте цю коротку анімацію для огляду фільтрів вибору отворів.
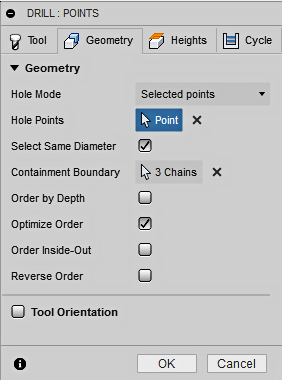
Режим отвори
Визначає, який тип вибору буде використано для пошуку місць буріння. Вибір граней надає додаткову інформацію, наприклад початкову висоту та глибину отвору. Вибрані точки повертають лише розташування XY та Z початкову висоту отвору. Вибрані грані є кращим методом для вибору місць свердління, оскільки він зберігає асоціативність із об’єктом моделі та оновлює операцію свердління, якщо модель змінюється.
- Вибрані грані – це для вибору елементів на основі моделі, таких як циліндри чи фаски отворів.
- Вибрані точки – це для вибору отворів на основі геометрії, наприклад країв отворів або геометрії ескізу.
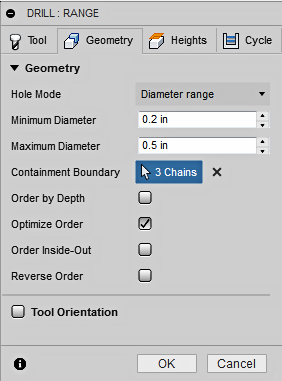
- Діапазон діаметрів – призначений для автоматичного вибору на основі мінімального/максимального діапазону розмірів отворів.
| Виділені грані – циліндр | Вибрані грані – фаска | |
 |
 |
|
| Вибрані точки – край отвору | Вибрані точки – точка ескізу | Вибрані точки – ескіз кола |
 |
 |
 |
Обличчя дірок
Містить кількість граней, вибраних для свердління. Це для вибору функцій на основі моделі. Використовуйте X, щоб видалити всі вибрані елементи.
Точки отворів
Містить кількість точок або крайових кривих, вибраних для свердління. Це для вибору отвору на основі геометрії. Використовуйте X, щоб видалити всі вибрані елементи.
Діапазон діаметрів
Відкриває набір параметрів для створення мінімального та максимального вибору діапазону. Усуває необхідність фізичного вибору функцій із моделі. Система оцінить модель на основі вказаних мінімального та максимального діаметрів. Використовуйте цей діапазон, щоб включити або виключити розміри отворів. Це корисно, якщо деталь моделюється з розмірами, які представляють різні процеси обробки.
Приклад: Виберіть усі отвори діаметром .250–.2501 для свердління та всі отвори діаметром .2505–.2506 для розгортання.
- Мінімальний діапазон – встановлює діапазон найменшого діаметра для вибору моделі.
- Максимальний діапазон – встановлює діапазон найбільшого діаметра для вибору моделі.
Виберіть «Такий самий діаметр».
Поставте прапорець, щоб вибрати всі отвори з таким же діаметром, як поточний вибраний елемент.
Один вибір дозволить знайти всі відповідні отвори. Використання цієї опції є асоціативним для моделі. Якщо пізніше будуть додані додаткові отвори з таким самим діаметром, регенерація операції автоматично включає додані отвори в цикл свердління.
Приклад: якщо ви активуєте цю опцію, виберіть один отвір 6 мм і один отвір 12 мм, кожен отвір 6 і 12 мм на деталі буде автоматично вибрано.
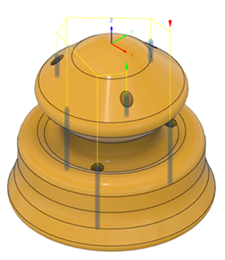
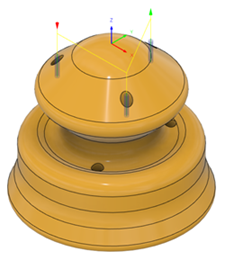
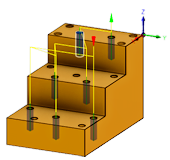
Тільки однакова глибина отвору
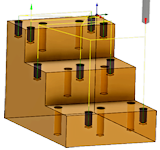
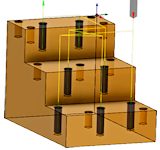
Поставте прапорець, щоб вибрати всі отвори, які мають однакову відстань від верху до низу, як і поточний вибраний елемент.
Приклад: ви можете використовувати це як спосіб розрізнити отвори діаметром 6 мм і просвердлені отвори діаметром 6 мм різної глибини.
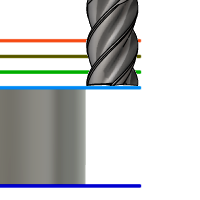
| Вибрані отвори малої глибини 6 мм – вид ISO | Вибрані отвори малої глибини 6 мм – вид спереду |
 |
 |
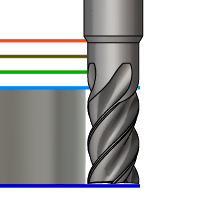
| Вибрано великі отвори глибиною 6 мм – вид ISO | Вибрано великі отвори глибиною 6 мм – вид спереду |
 |
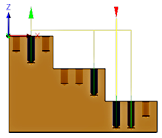 |
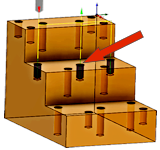
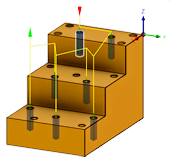
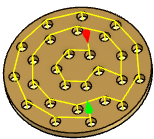
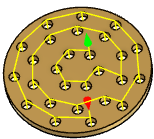
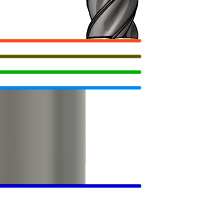
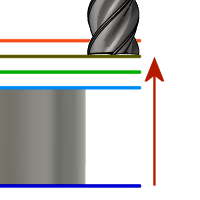
Лише однакова Z верхня висота
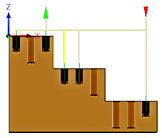
Поставте прапорець, щоб вибрати всі отвори, які мають таку ж верхню висоту Z, що й поточний вибраний елемент.
Ви можете використовувати це як спосіб обмежити обробку одним рівнем Z. Червона стрілка нижче вказує на вибрану функцію.
| Усі ями малої глибини на середній висоті | Усі ями малої глибини на середній висоті
Усі отвори великої глибини на висоті нижнього рівня. |
 |
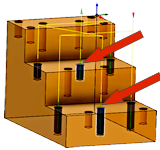 |
Перевірте наявність оклюзій
Скасовує вибір будь-яких отворів однакового діаметру, які неможливо просвердлити через поточну орієнтацію інструмента.
Наприклад, якщо отвір знаходиться на нижній стороні деталі, і свердло не може до нього дістатися, отвір не просвердлюється.
 |
 |
| Знято вибір | Вибране |
Межа стримування
Використовуйте це разом із «Вибрати однаковий діаметр» і «Діапазон діаметрів» , щоб включити подібні предмети в зони утримання. Виберіть будь-яку межу краю або ескізу, щоб містити місця свердління. Використовуйте кілька меж або вкладених меж, щоб включити або виключити групи отворів. Траєкторія інструменту буде всередині вибраної межі, якщо межі не є вкладеними. Ви можете вкласти кілька меж один в одного.
У наведених нижче прикладах вибрані межі показано синім кольором.
 |
1) Межі ескізу
2) Отвори всередині включені 3) Вкладені межі 4) Внутрішні зони виключені |
5) Межі ескізу (2)
6) Вибір лише області обода 7) Межі ескізу (3) 8) За винятком області обода |
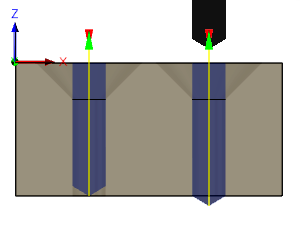
Автоматичне об’єднання сегментів отворів
Поставте прапорець, щоб об’єднати кілька сегментів отвору. Коли ввімкнено, усі сегменти отворів включені для визначення початкової висоти для свердління. Використовуйте цю опцію, якщо вибраний отвір має контрразверток. Це змусить початкову висоту бути у верхній частині отвору, що просвердлено, а не у верхній частині просвердленого отвору.
Приклад: якщо спершу отвір було точково просвердлено або розточено, ви можете розпочати свердління з вільного простору над обробленою ділянкою. Якщо ввімкнути автоматичне об’єднання, свердління почнеться з верхнього сегмента отвору.
 |
Лівий бічний отвір: автоматичне об’єднання вимкнено
Правий бічний отвір: автоматичне об’єднання ввімкнено Синя лінія вказує початкову висоту для свердління |
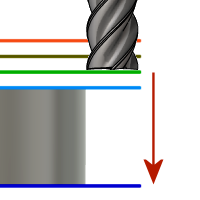
Порядок за глибиною
Змінює порядок від найвищого до найнижчого або від найнижчого до найвищого. Без прапорця ордер розпочнеться з отворів на найвищому рівні Z і поступово буде рухатися вниз. Поставте прапорець, щоб змінити порядок.
| Вимкнено.
Перший отвір знаходиться на найвищому Z |
Увімкнено.
Перший отвір знаходиться на найнижчому Z |
 |
 |
порядок
Визначає, як слід замовляти отвори для обробки.
 |
1) Вибрано замовлення
2) Оптимізований порядок 3) Зсередини назовні 4) Порядок руху X 5) Замовити через Y motoion |
Зворотній порядок
Поставте прапорець, щоб змінити порядок відсортованої траєкторії.
| Вимкнено | Увімкнено |
 |
 |
Орієнтація інструменту
Дозволяє перевизначати площину обробки, якщо вона відрізняється від площини інструменту в налаштуваннях, і змінювати вихідну точку робочої системи координат (WCS – нуль XYZ). Орієнтація інструменту встановлює робочу площину обробки XY і дозволяє нахиляти вісь шпинделя (Z). Це можна використовувати для індексації 4-ї осі та позиціонування 5-ї осі. Також називається положенням осі 3+2.
Розкривне меню «Орієнтація» містить такі параметри для встановлення орієнтації осей тріади X, Y та Z:
- Налаштувати орієнтацію WCS – використовує систему координат заготовки (WCS) поточного налаштування для орієнтації інструменту.
- Орієнтація моделі – використовує систему координат (WCS) поточної деталі для орієнтації інструменту.
- Виберіть вісь Z/площину та вісь X. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь X. Обидві осі Z і X можна повертати на 180 градусів.
- Виберіть вісь Z/площину та вісь Y. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі Z і Y можна повертати на 180 градусів.
- Виберіть осі X і Y. Виберіть грань або ребро, щоб визначити вісь X, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі X і Y можна повертати на 180 градусів.
- Вибір системи координат – встановлює певну орієнтацію інструмента для цієї операції на основі визначеної користувачем системи координат у моделі. Тут використовуються як початок, так і орієнтація існуючої системи координат. Використовуйте це, якщо ваша модель не містить відповідної точки та площини для вашої операції .
Випадаюче меню «Початок» дозволяє зміщувати вихідну точку робочої системи координат (WCS – нуль XYZ). Він пропонує наступні варіанти визначення місцезнаходження джерела:
- Початкова точка налаштування WCS – Використовує початкову систему координат заготовки (WCS) поточного налаштування для початкової точки інструменту.
- Початок моделі – використовує початок системи координат (WCS) поточної деталі для початку інструменту.
- Вибрана точка – виберіть вершину або ребро для початку тріади.
- Точка рамки запасу – виберіть точку на рамці обмеження запасу для початку тріади.
- Точка рамки моделі – виберіть точку на рамці обмежування моделі для початку тріади.
 Налаштування вкладки «Висота».
Налаштування вкладки «Висота».
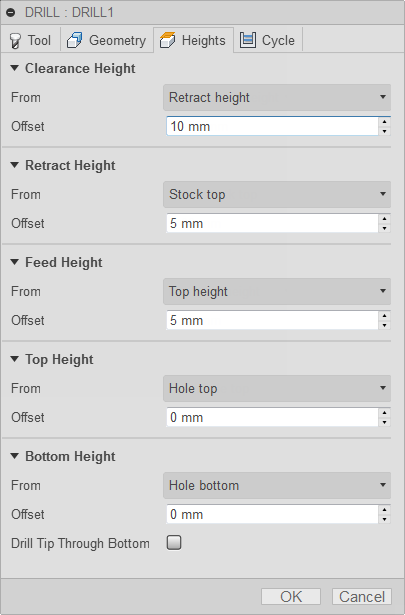
Висота зазору
Висота зазору – це перша висота, до якої швидко рухається інструмент на шляху до початку траєкторії інструменту.
 Висота зазору
Висота зазору
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти зазору
Застосовується зміщення висоти зазору , яке залежить від вибору висоти зазору у розкривному списку вище.
Висота втягування
Висота відведення встановлює висоту, на яку підіймається інструмент перед наступним проходом різання. Висота втягування має бути вище Feed height і Top . Висота відведення використовується разом із наступним зміщенням для встановлення висоти.
 Висота втягування
Висота втягування
- Висота зазору: поступове зміщення від висоти зазору .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти втягування
Застосовується зміщення висоти відведення , яке залежить від вибору висоти відведення у розкривному списку вище.
Висота корму
Висота подачі встановлює висоту, до якої швидко рухається інструмент перед зміною швидкості подачі/занурення для входу в деталь. Висота подачі повинна бути вище верху . Під час свердління ця висота використовується як початкова висота подачі та висота втягування. Висота подачі використовується разом із наступним зсувом для встановлення висоти.
 Висота корму
Висота корму
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Вимкнено: вимкнення висоти подачі спричиняє швидке опускання інструменту до входу.
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти подачі
Застосовується зміщення висоти подачі відносно вибору висоти подачі у розкривному списку вище.
Верхня висота
Верхня висота встановлює висоту, яка описує верх розрізу. Верхня висота має бути вище нижньої . Верхня висота використовується разом із наступним зміщенням для встановлення висоти.
 Верхня висота
Верхня висота
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Верхнє зміщення
Верхнє зміщення застосовано та є відносно вибору верхньої висоти у розкривному списку вище.
Висота дна
Нижня висота визначає остаточну висоту/глибину обробки та найменшу глибину, на яку інструмент опускається в заготовку. Нижня висота повинна бути нижче верхньої . Для встановлення висоти використовується нижня висота разом із наступним зміщенням.
 Висота дна
Висота дна
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
- До ширини фаски: дозволяє інструменту свердлити рівно стільки, щоб ширина фаски відповідала вхідному параметру. Вхідний параметр не повинен перевищувати ширину фаски інструмента. Розраховане зміщення висоти залежить від параметрів інструменту (діаметр, діаметр наконечника та кут наконечника) і діаметра отвору. Допустимі варіанти вибору включають циліндричні грані, кола або дуги.
- Діаметр фаски: діаметр нового отвору дорівнює вхідному параметру. Тому вхідний параметр не повинен перевищувати діаметр інструменту. Розраховане зміщення висоти залежить від параметрів інструменту та не залежить від вибору отвору. Допустимі варіанти вибору включають циліндричні грані, кола або дуги.
Нижнє зміщення
Застосовується нижнє зміщення відносно вибору нижньої висоти у розкривному списку вище.
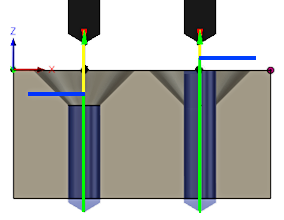
Наконечник свердла через дно
Якщо ввімкнено, наконечник інструмента свердлитиме дно отвору. Він розташовує кромку свердла на повний діаметр у нижній частині отвору. Це також дозволяє інструменту повністю просвердлити дно або просвердлити дно за допомогою параметра «Глибина прориву».
 |
Лівий боковий отвір: глибина до кінчика (не позначено) Правий бічний отвір: глибина до губи (перевірено) |
Глибина прориву
Визначає, наскільки кромка інструмента просвердлюється за нижню частину отвору, щоб забезпечити чистий розріз деталі.
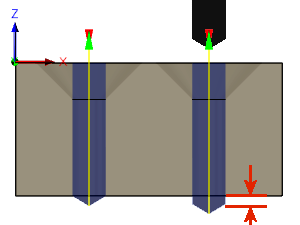 |
Лівий боковий отвір: прорив 0,0 дюйма. Правий бічний отвір: прорив 0,06 дюйма. |
 Налаштування вкладки циклу
Налаштування вкладки циклу
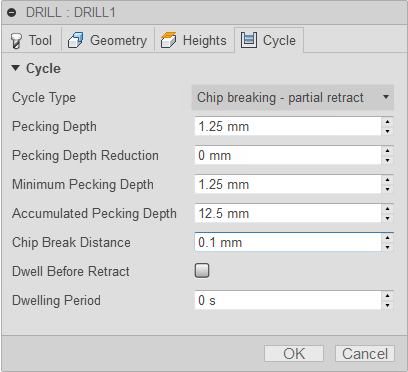
Тип циклу
Тип циклу – це тип циклу свердління. Fusion 360 забезпечує кілька попередньо визначених (стандартних) циклів свердління.
Вибір циклу свердління визначає, які параметри можна вказати для операції свердління.
- Свердління – швидкий вихід – подача на запрограмовану глибину та швидкий вихід. Використовується для центрового свердління, точкового свердління та отворів глибиною менше ніж у три рази більше діаметра інструменту.
- Розточування – затримка та швидкий вихід – подача на запрограмовану глибину, затримка протягом заданого часу та швидкий вихід. Використовується для створення плоского дна на неглибокому зазорі для гвинтів. Засіб покращує обробку підлоги отвору.
- Зламування стружки – часткове втягування – Для отворів глибиною, що втричі чи чотири рази перевищує діаметр інструмента. Використовує кілька клювок, які періодично втягують інструмент, щоб розбити стружку та/або дозволити охолоджуючій рідині потрапити в отвір. Це також відоме як свердління Пека .
- Глибоке свердління – повне втягування – Подібно до руйнування стружки, але інструмент повністю втягується з отвору, щоб очистити стружку та/або заповнити отвір охолоджуючою рідиною. Це також відоме як свердління Пека .
- Прорив — дозволяє зменшити подачу та швидкість перед пробиванням отвору.
- Кероване глибоке свердління – пістолетне свердління – стандартне пістолетне свердло має одну ефективну ріжучу кромку. Ця унікальна геометрія головки відрізняється від звичайного спірального свердла. Під час свердління напрямні накладки полірують отвір, дозволяючи отвору зберігати прямість. Результатом цієї діяльності є дуже круглий отвір із точним діаметром, який також може створювати глибокі прямі отвори в різноманітних матеріалах.
- Нарізання різьби – це процес, який нарізає різьблення в отвір, щоб прийняти гвинти. Нарізає праву або ліву різьбу в круглому отворі багатоточковим інструментом, схожим на гвинт.
- Нарізування ліворуч – створює різьбовий отвір для лівих гвинтів. Кран обертається проти годинникової стрілки, коли він входить в отвір, і повертається назад, щоб вийти з отвору.
- Праве нарізування – створює різьбовий отвір для правих гвинтів. Кран обертається за годинниковою стрілкою, коли він входить в отвір, і повертається назад, щоб вийти з отвору.
- Нарізання різьблення зі стружколомом . Створює різьбовий отвір, подаючи та виводячи кілька разів, щоразу заглиблюючись, доки не досягне кінцевої глибини.
- Розсвердлювання – подача назовні – подача всередину та відразу ж подача після досягнення остаточної глибини. Це точна операція обробки отворів.
- Розточування – зупинка та виведення – Подібно до розсвердлювання, але включає зупинку на глибині дна.
- Зупинити розточування – зупинити та швидко вивести – подача на глибину, зупинка обертання шпинделя та швидке виведення. Це перетягує свердлильну вставку вздовж стіни під час втягування.
- Точне розточування – зсув Подібно до зупинки розточування, за винятком того, що він орієнтує кінчик пластини та відсуне її від стінки отвору перед виконанням руху втягування.
- Зворотне розточування – переміщається на глибину всередину отвору і зупиняється, при цьому кріпиться зворотне розточування. Потім запускається шпиндель, і інструмент подається вгору, щоб протистояти отвору задньої сторони деталі.
- Кругове фрезерування кишень . Це можна використовувати для ініціювання спеціального стандартного циклу на елементі керування для круглого кишенькового фрезерування.
- Фрезерування стовбура – це можна використовувати для ініціювання спеціального стандартного циклу на контролі для гвинтового фрезерування свердління.
- Фрезерування різьблення – це можна використовувати для ініціювання спеціального постійного циклу на контролі для фрезерування різьби.
- Зонд — використовується для вимірювання елемента деталі за допомогою зонда або використання макросів із машини для визначення WCS. Потребує спеціального поводження в постпроцессорах залежно від машини. Перегляньте розширену функцію зондування в спадному меню «Налаштування».
Глибина клювання
Встановлює глибину для першого руху клювання, яке занурюється всередину та назовні матеріалу, щоб очистити та розбити стружку.
Зменшення глибини розкльовування
Величина, на яку зменшується глибина клювання за кожне клювання.
Мінімальна глибина клювання
Мінімально допустима глибина розкльовування.
Накопичена глибина клювання
Визначає глибину клювання, яка змушує повне втягування.
Відстань відламування стружки
Під час операції дроблення стружки свердло відступає на певну відстань після просування в отвір, щоб запобігти заїданню стружки.
Затримка перед відкликанням
Вмикає затримку перед клюванням, втягується для проріджування стружки. Це може значно збільшити підйом інструмента залежно від матеріалу, що обробляється.
Період проживання
Період перебування – це час перебування в секундах. Якщо вказати час затримки, усі рухи осі зупиняються на певний час, у той час як шпиндель продовжує обертатися зі вказаною частотою обертання. Це можна використовувати для того, щоб переконатися, що стружка очищається перед витягуванням з отвору, і зазвичай покращує обробку отвору.
Зазвичай достатньо часу перебування від 1/4 секунди до 1 секунди. Як приклад, вкажіть 0,25 або 1/4 у цьому полі, щоб затриматися на 1/4 секунди.
Під час постобробки циклу свердління час витримки вказується як один із параметрів циклу свердління (зазвичай P), і в більшості випадків він виводиться в мілісекундах (мс).
 Час витримки в G82 становить 250 мс
Час витримки в G82 становить 250 мс
Під час проводки з використанням розширених циклів час витримки виводиться як звичайна команда витримки (G4).
Щоб обчислити мінімальний час витримки, який забезпечить принаймні один повний оберт, використовуйте значення 60, поділене на швидкість шпинделя. Наприклад, при 350 об/хв мінімальний час витримки має становити 60/350 = 0,171 с (який можна округлити до 0,2 с).
Орігінал сторінки: Drilling Dialog