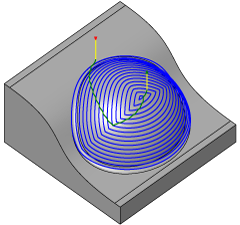
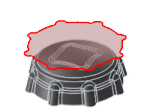
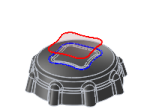
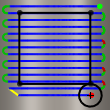
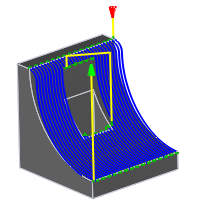
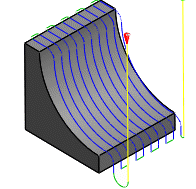
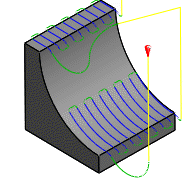
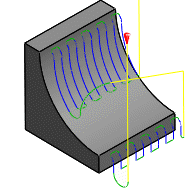
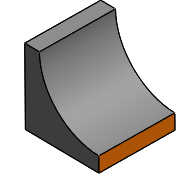
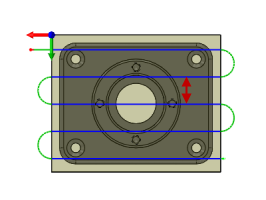
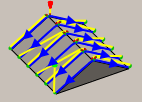
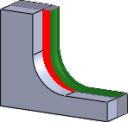
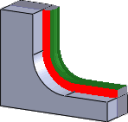
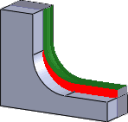
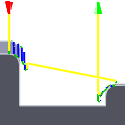
Діалогове вікно обробки гребінцем
Іноді також називається фінішною обробкою з постійним кроком , створює проходи, які знаходяться на постійній відстані один від одного, зміщуючи їх усередину вздовж поверхні.
Виробництво > Фрезерування > 3D > Гребінець ![]()
Переходи слідують по похилих і вертикальних стінах, щоб зберегти перехід.
Незважаючи на те, що фінішна обробка гребінцем може бути використана для обробки цілої деталі, найчастіше вона використовується для обробки зон відпочинку заготовки; дотримуючись комбінації контурних і паралельних проходів.
Як і з усіма іншими стратегіями фінішної обробки, обробку можна обмежити діапазоном контактних кутів.
 Налаштування вкладки інструментів
Налаштування вкладки інструментів
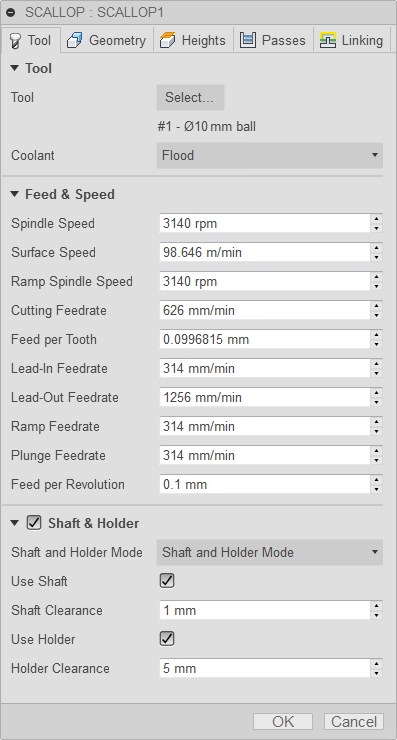
Охолоджуюча рідина
Виберіть тип охолоджувальної рідини, яка використовується з верстатом. Не всі типи будуть працювати з усіма машинними постпроцесорами.
Подача та швидкість
Параметри різання шпинделя та швидкості подачі.
- Швидкість шпинделя – швидкість обертання шпинделя, виражена в обертах за хвилину (RPM)
- Поверхнева швидкість – швидкість, з якою матеріал рухається повз ріжучу кромку інструменту (SFM або м/хв)
- Ramp Spindle Speed ( Швидкість обертання шпинделя) – швидкість обертання шпинделя під час виконання рухів з нахилом
- Швидкість подачі при різанні – швидкість подачі, що використовується для регулярних рухів різання. Виражається в дюймах/хв (IPM) або мм/хв
- Подача на зуб – Швидкість подачі різання, виражена як подача на зуб (FPT)
- Швидкість подачі на вході – подача, яка використовується для початку руху різання.
- Швидкість подачі на виході – подача, що використовується під час виведення з ходу різання
- Швидкість подачі рампи – подача, яка використовується під час виготовлення гвинтових рамп на складі
- Швидкість подачі занурення – подача, яка використовується під час занурення в запас
- Подача за оборот – Швидкість подачі занурення, виражена як подача за оборот
Вал і тримач
Якщо ввімкнено, це надає додаткові елементи керування для обробки зіткнень. Виявлення зіткнення можна виконати як для валу інструмента, так і для тримача, і їм можна надати окремі зазори. Вибір між кількома режимами залежно від стратегії обробки.
Ця функція збільшує кількість обчислень, які потрібно виконати. Це може вплинути на продуктивність вашої системи в дуже великих проектах.
Режими валу та тримача
-
Вимкнено – якщо вал і тримач вимкнено, Fusion 360 не обчислює будь-які зіткнення вала та тримача.
-
Відтягнення – траєкторія інструменту відходить від заготовки, щоб зберегти безпечну відстань між валом і/або тримачем.
-
Визначення довжини інструменту – інструмент автоматично висувається далі з тримача, щоб підтримувати задану безпечну відстань між валом і/або тримачем і деталлю. Реєструється повідомлення, яке вказує на те, наскільки інструмент висунуто з тримача.
-
Помилка при зіткненні – розрахунок траєкторії інструменту припиняється, а повідомлення про помилку реєструється, коли безпечна відстань порушується.
Налаштування
- Використовувати вал — увімкніть, щоб включити вал вибраного інструменту в розрахунок траєкторії, щоб уникнути зіткнень.
- Відстань від вала – вал інструменту завжди знаходиться на такій відстані від деталі.
- Використовувати тримач — увімкніть, щоб включити тримач вибраного інструменту в розрахунок траєкторії, щоб уникнути зіткнень.
- Відстань до тримача – тримач інструменту завжди знаходиться на цій відстані від деталі.
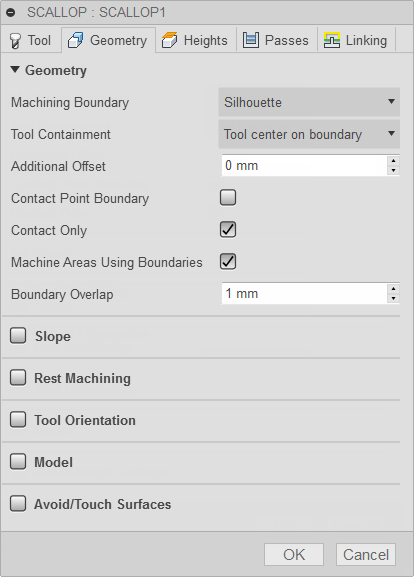
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія
Межа обробки
Режим «Границі» визначає, як визначається межа траєкторії. На наступних зображеннях показано траєкторію 3D Radial .
 Приклад 1
Приклад 1
 Приклад 2
Приклад 2
Граничні режими:
- Немає – траєкторії обробляють весь запас без обмежень.
- Обмежувальна рамка – містить траєкторії інструментів у межах рамки, визначеної максимальними розмірами деталі, якщо дивитися з WCS.
 Обмежувальна рамка
Обмежувальна рамка - Силует — містить траєкторії інструментів у межах, визначених тінню частини, якщо дивитися з WCS.
 Силует
Силует - Вибір — містить траєкторії інструментів у межах області, визначеної вибраною межею.
 Вибір
Вибір
Контейнмент інструменту
Використовуйте блокування інструментів, щоб керувати положенням інструментів відносно вибраної межі або меж.
Всередині
Весь інструмент залишається всередині межі. У результаті вся поверхня, що міститься в межі, може не бути обробленою.
 Всередині
Всередині
центр
Межа обмежує центр інструмента. Цей параметр забезпечує обробку всієї поверхні всередині межі. Однак області за межами межі або меж також можуть бути оброблені.
 центр
центр
Ззовні
Траєкторія інструменту створюється всередині межі, але край інструмента може рухатися на зовнішньому краї межі.
 Ззовні
Ззовні
Щоб змістити граничне утримання, використовуйте параметр «Додаткове зміщення» .
Додаткове зміщення
Додаткове зміщення застосовується до вибраної межі/меж і обмеження інструменту.
Позитивне значення зсуває межу назовні, якщо тільки інструмент не містить Inside , у цьому випадку додатне значення зміщується всередину.
 Негативне зміщення з центром інструмента на межі
Негативне зміщення з центром інструмента на межі
 Без зміщення з центром інструмента на межі
Без зміщення з центром інструмента на межі
 Позитивне зміщення з центром інструмента на межі
Позитивне зміщення з центром інструмента на межі
Щоб переконатися, що край інструмента перекриває межу, виберіть метод зовнішнього утримання інструмента та вкажіть невелике позитивне значення.
Щоб переконатися, що край інструмента повністю вільний від межі, виберіть метод утримання інструмента всередині та вкажіть невелике позитивне значення.
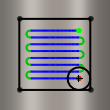
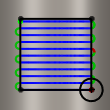
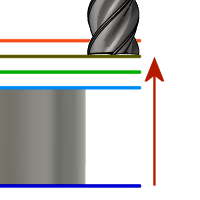
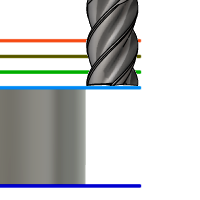
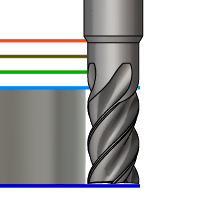
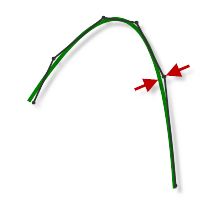
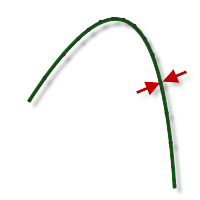
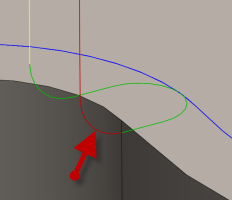
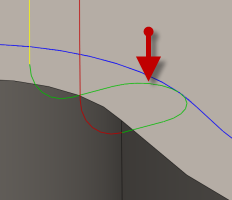
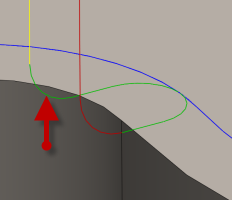
Межа контактної точки
Якщо ввімкнено, указує, що межа обмежує місце торкання інструмента деталі, а не розташування центру інструмента.
 Вимкнено
Вимкнено
 Увімкнено
Увімкнено
Різниця проілюстрована нижче на паралельній траєкторії з використанням кулькової фрези.
Вимкнено
Увімкнено
Тільки контакт
Контролює, чи генеруються траєкторії інструменту там, де інструмент не контактує з поверхнею обробки. Якщо вимкнено, траєкторії інструментів розширюються до меж утримування та через отвори в заготовці.
 Увімкнено
Увімкнено
 Вимкнено
Вимкнено
Машинні області з використанням меж
Якщо ввімкнено, проходи генеруються з меж обмеження, визначених усіма функціями обмеження (межі обробки, нахил, висоти тощо). Якщо вимкнено, проходи генеруються з меж обробки, в результаті чого проходи зазвичай не йдуть по поверхні.
Перекриття меж
У разі використання обмеження нахилу та/або обробки залишку для операції Scallop ви можете ввімкнути прапорець Machine Areas Using Boundaries, щоб почати зміщення траєкторії інструменту від меж, створених виявленням матеріалу нахилу та/або залишку.
Ви можете вказати перекриття меж, щоб межа виявленого діапазону схилів або зони відпочинку розширювалася на вказану величину перекриття.
Схил
Містить траєкторії інструментів на основі діапазону заданих кутів.
 0? – 90?
0? – 90?
 0? – 45?
0? – 45?
 45? – 90?
45? – 90?
Обмеження кута нахилу визначається параметрами кута «Від кута нахилу» та «До кута нахилу» на вкладці «Геометрія» . Кути визначаються від 0? (горизонтальний) до 90? (вертикальний).
Обробляються лише ділянки, які дорівнюють або перевищують значення параметрів «Від кута нахилу» та «До кута нахилу» .
Більшість стратегій обробки 3D підтримують обмеження кута нахилу. Одним із способів обмеження нахилу є обмеження вибраної стратегії траєкторії до кутів, де вона працює найкраще. Наприклад, Parallel Finish краще підходить для мілководних ділянок, тоді як Contour Finish краще підходить для крутих ділянок.
Від кута нахилу
Від кута нахилу визначається від 0? (горизонтальної) площини. Обробляються лише ділянки, що дорівнюють або перевищують це значення.
 Кут нахилу від 0?
Кут нахилу від 0?
До кута нахилу
Кут нахилу визначається від 0? (горизонтальної) площини. Обробляються лише ділянки, що дорівнюють або менше цього значення.
 Кут нахилу до 90°
Кут нахилу до 90°
Решта обробки
Обмежує операцію лише видаленням матеріалу, який не вдалося видалити попереднім інструментом або операцією.
 Rest Machining ON
Rest Machining ON
 Решта обробки ВИМК
Решта обробки ВИМК
Джерело
Визначає джерело, з якого обчислюється решта обробки.
- З попередніх операцій
- З операції(й)
- З інструменту
- З файлу
- З твердих речовин
- Зі складу установки
З Setup Stock
Увімкнути використання запасу, указаного в налаштуваннях.
Об'єднання всіх залежних операцій
Об'єднання всіх залежних операцій.
Включити всі попередні операції
Включити всі попередні операції.
Діаметр інструменту
Визначає діаметр інструменту для решти матеріалу.
Радіус кута
Визначає радіус кута інструмента для решти матеріалу.
Кут конусності
Визначає кут конусності інструмента для решти матеріалу.
Довжина до плечей
Визначає довжину плеча решти матеріалу інструменту.
Файл
Визначає решту файлу матеріалу.
коригування
Вибирає коригування решти матеріалу для відповідного ігнорування або забезпечення фрезерування малих виступів.
- Використовуйте як обчислено
- Ігноруйте куспиди
- Машинні горбки
Зміщення коригування
Цей параметр визначає кількість запасу, яку потрібно ігнорувати або додатково видалити, залежно від параметра коригування залишкового матеріалу. Параметр в основному використовується для уникнення механічної обробки незначних залишків матеріалу з налаштуванням «Ігнорувати куліс» .
Орієнтація інструменту
Визначає, як визначається орієнтація інструмента за допомогою комбінації параметрів орієнтації тріади та початку.
Розкривне меню «Орієнтація» містить такі параметри для встановлення орієнтації осей тріади X, Y та Z:
- Налаштувати орієнтацію WCS – використовує систему координат заготовки (WCS) поточного налаштування для орієнтації інструменту.
- Орієнтація моделі – використовує систему координат (WCS) поточної деталі для орієнтації інструменту.
- Виберіть вісь Z/площину та вісь X. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь X. Обидві осі Z і X можна повертати на 180 градусів.
- Виберіть вісь Z/площину та вісь Y. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі Z і Y можна повертати на 180 градусів.
- Виберіть осі X і Y. Виберіть грань або ребро, щоб визначити вісь X, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі X і Y можна повертати на 180 градусів.
- Вибір системи координат – встановлює певну орієнтацію інструмента для цієї операції на основі визначеної користувачем системи координат у моделі. Тут використовуються як початок, так і орієнтація існуючої системи координат. Використовуйте це, якщо ваша модель не містить відповідної точки та площини для вашої операції .
Розкривне меню «Початок » пропонує такі параметри для визначення місця початку тріади:
- Початкова точка налаштування WCS – Використовує початкову систему координат заготовки (WCS) поточного налаштування для початкової точки інструменту.
- Початок моделі – використовує початок системи координат (WCS) поточної деталі для початку інструменту.
- Вибрана точка – виберіть вершину або ребро для початку тріади.
- Точка рамки запасу – виберіть точку на рамці обмеження запасу для початку тріади.
- Точка рамки моделі – виберіть точку на рамці обмежування моделі для початку тріади.
Модель
Увімкніть, щоб змінити геометрію моделі (поверхні/тіла), визначену в налаштуваннях.
Включити модель налаштування
Увімкнено за замовчуванням, модель, вибрана в налаштуваннях, включається на додаток до поверхонь моделі, вибраних під час операції. Якщо вимкнути цей прапорець, траєкторія інструменту буде створена лише на вибраних під час операції поверхнях.
Уникайте/доторкайтеся до поверхонь
Визначає поверхні, яких слід уникати. Якщо ввімкнено, траєкторії інструментів залишаються від вибраних поверхонь на певну відстань.
 Вимкнено
Вимкнено
 Увімкнено
Увімкнено
Уникайте/доторкайтеся до поверхні
Інструмент завжди знаходиться на такій відстані від вибраних поверхонь.
Сенсорні поверхні
Інвертує значення параметра «Уникати поверхонь» . Коли ввімкнуто, уникати поверхонь – це ті, яких потрібно торкатися в межах заданого зазору, а решту поверхонь уникати.
 Сенсорні поверхні
Сенсорні поверхні
 Налаштування вкладки «Висота».
Налаштування вкладки «Висота».
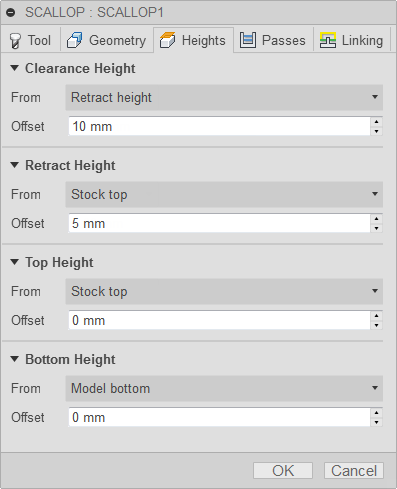
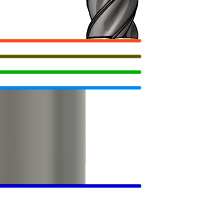
Висота зазору
Висота зазору – це перша висота, до якої швидко рухається інструмент на шляху до початку траєкторії інструменту.
 Висота зазору
Висота зазору
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти зазору
Застосовується зміщення висоти зазору , яке залежить від вибору висоти зазору у розкривному списку вище.
Висота втягування
Висота відведення встановлює висоту, на яку підіймається інструмент перед наступним проходом різання. Висота втягування має бути вище Feed height і Top . Висота відведення використовується разом із наступним зміщенням для встановлення висоти.
 Висота втягування
Висота втягування
- Висота зазору: поступове зміщення від висоти зазору .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти втягування
Застосовується зміщення висоти відведення , яке залежить від вибору висоти відведення у розкривному списку вище.
Верхня висота
Верхня висота встановлює висоту, яка описує верх розрізу. Верхня висота має бути вище нижньої . Верхня висота використовується разом із наступним зміщенням для встановлення висоти.
 Верхня висота
Верхня висота
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Верхнє зміщення
Верхнє зміщення застосовано та є відносно вибору верхньої висоти у розкривному списку вище.
Висота дна
Нижня висота визначає остаточну висоту/глибину обробки та найменшу глибину, на яку інструмент опускається в заготовку. Нижня висота повинна бути нижче верхньої . Для встановлення висоти використовується нижня висота разом із наступним зміщенням.
 Висота дна
Висота дна
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Нижнє зміщення
Застосовується нижнє зміщення відносно вибору нижньої висоти у розкривному списку вище.
 Передає налаштування вкладки
Передає налаштування вкладки
Толерантність
Допуск на обробку — це сума допусків, які використовуються для формування траєкторії інструменту та тріангуляції геометрії. Будь-які додаткові допуски фільтрації необхідно додати до цього допуску, щоб отримати загальний допуск.
 |
 |
| Вільна толерантність .100 | Жорстка толерантність .001 |
Керування контурним рухом верстата з ЧПК здійснюється за допомогою команд лінії G1 і дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії інструментів сплайнів і поверхонь шляхом їх лінеаризації; створення багатьох коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Перші два не становлять великої проблеми, оскільки Fusion 360 обчислює дуже швидко, а більшість сучасних елементів керування мають принаймні 1 МБ оперативної пам’яті. Однак короткі переміщення ліній у поєднанні з високою швидкістю подачі можуть призвести до явища, відомого як брак даних.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на нових машинах, таких як система керування Haas Automation. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
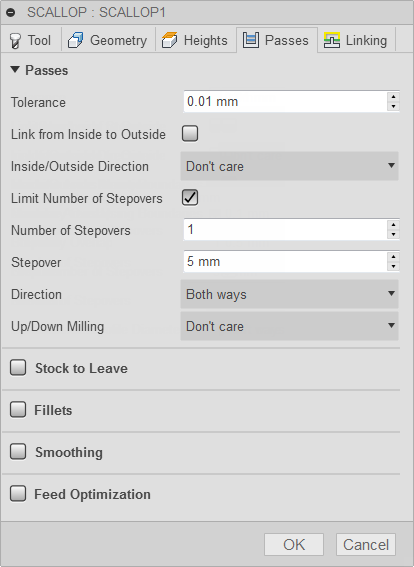
Посилання зсередини назовні
Увімкніть, щоб указати, чи зв’язування між проходами має виконуватися без спеціального впорядкування чи зв’язування має здійснюватися шляхом упорядкування внутрішніх проходів до зовнішніх.
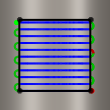
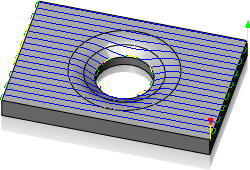
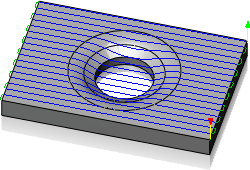
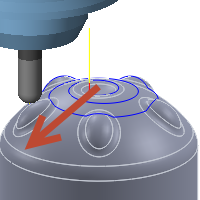
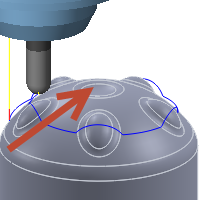
Внутрішній/зовнішній напрямок
Визначає, чи рухається траєкторія інструменту назовні чи назовні. Вибір опції «Найкоротша відстань обробки » використовує суміш порядку для досягнення найкоротшої відстані обробки.
 Всередині > назовні
Всередині > назовні
 Зовні > всередині
Зовні > всередині
Обмеження кількості кроків
Якщо вимкнено, кількість кроків необмежена, і результатом є згорнута олівцева обробка всієї поверхні.
Кількість кроків
Кількість кроків чорнової обробки.
Переступити
Визначає горизонтальний крок між проходами. За замовчуванням це значення становить 95% діаметра фрези мінус радіус кута інструмента.
 Горизонтальний перехід
Горизонтальний перехід
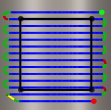
Напрямок
Параметр «Напрямок» дає змогу контролювати, чи Fusion 360 має намагатися підтримувати фрезерування Climb або Standard .
 Підйом
Підйом
 Обидва шляхи
Обидва шляхи
Односторонній
Виберіть One Way , щоб обробляти всі проходи в одному напрямку. Коли використовується цей метод, Fusion 360 намагається використовувати фрезерування підйому відносно вибраних меж.
Інший шлях
Це змінює напрям траєкторії інструменту на протилежний порівняно з налаштуванням One Way , щоб створити звичайну траєкторію фрезерування.
Обидва шляхи
Якщо вибрано «Обидва напрямки» , Fusion 360 не враховує напрямок обробки та пов’язує проходи з напрямками, які призводять до найкоротшої траєкторії.
Фрезерування вгору/вниз
Використовуйте цей параметр, щоб розбити кожен прохід на сегменти, щоб кожна деталь оброблялася лише за допомогою рухів вниз або вгору. Це корисно під час використання пластинчастих різців, які обмежені певним напрямком різання.
 Обидва
Обидва
 Фрезерування
Фрезерування
Запас для відпустки
 Позитивний
Позитивний
Позитивний запас до відходу – кількість запасу, що залишилася після операції, яка буде видалена наступними операціями чорнової чи чистової обробки. Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу.
 Жодного
Жодного
Немає залишків – видаліть увесь зайвий матеріал до обраної геометрії.
 Негативний
Негативний
Негативний запас для відходу – видаляє матеріал за межі поверхні або межі деталі. Ця техніка часто використовується в електродній обробці, щоб забезпечити іскровий проміжок або відповідати вимогам допуску деталі.
Радіальний (стінний) шток залишити
Параметр «Радіальний запас до відходу» контролює кількість матеріалу, який потрібно залишити в радіальному (перпендикулярному до осі інструменту) напрямку, тобто збоку від інструмента.
 Радіальний приклад залишити
Радіальний приклад залишити
 Радіальний і осьовий приклад залишити
Радіальний і осьовий приклад залишити
Вказівка позитивного радіального запасу для відпустки призводить до того, що матеріал залишається на вертикальних стінках і крутих ділянках деталі.
Для поверхонь, які не зовсім вертикальні, Fusion 360 інтерполює між осьовою (підлогою) і радіальною опорою, щоб залишити значення, тому площа, залишена в радіальному напрямку на цих поверхнях, може відрізнятися від зазначеного значення, залежно від нахилу поверхні та осьової поверхні. запас залишити значення.
Зміна радіальної заготовки для виходу автоматично встановлює осьову заготовку для виходу на ту саму величину, якщо ви не введете вручну осьову заготовку для виходу.
Для фінішної обробки значення за замовчуванням становить 0 мм / 0 дюймів, тобто не залишається матеріалу.
Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу, який потім можна видалити за допомогою однієї чи кількох чистових операцій.
Від’ємний запас залишити
У разі використання негативної заготівлі для виходу операція механічної обробки видаляє з вашої заготівлі більше матеріалу, ніж форма вашої моделі. Це можна використовувати для обробки електродів з іскровим проміжком , де розмір іскрового проміжку дорівнює негативному запасу, який залишився.
Як радіальний, так і осьовий запас, який потрібно залишити, можуть бути від’ємними числами. Однак від'ємний радіальний приклад, який потрібно залишити, повинен бути меншим за радіус інструменту.
У разі використання кулькового або радіусного різця з від’ємною радіальною заготовкою для виходу, яка перевищує радіус кута, від’ємна осьова заготовка для виходу має бути меншою або дорівнювати радіусу кута.
Осьовий (підлоговий) запас для відпустки
Параметр Axial Stock to Leave контролює кількість матеріалу, який потрібно залишити в аксіальному (вздовж осі Z) напрямку, тобто на кінці інструмента.
 Осьовий приклад залишити
Осьовий приклад залишити
Як радіальний, так і осьовий приклад залишити
Вказівка позитивного осьового запасу для відпустки призводить до того, що матеріал залишається на неглибоких ділянках деталі.
Для поверхонь, які не є абсолютно горизонтальними, Fusion 360 інтерполює між осьовою та радіальною (стінною) опорою, щоб залишити значення, тому опора, що залишилася в осьовому напрямку на цих поверхнях, може відрізнятися від указаного значення залежно від нахилу поверхні та радіальної опори залишити значення.
Зміна радіальної заготовки для виходу автоматично встановлює осьову заготовку для виходу на ту саму величину, якщо ви не введете вручну осьову заготовку для виходу.
Для фінішної обробки значення за замовчуванням становить 0 мм / 0 дюймів, тобто не залишається матеріалу.
Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу, який потім можна видалити за допомогою однієї чи кількох чистових операцій.
Від’ємний запас залишити
У разі використання негативної заготівлі для виходу з обробки вилучається більше матеріалу з заготовки, ніж за формою моделі. Це можна використовувати для обробки електродів з іскровим проміжком , де розмір іскрового проміжку дорівнює негативному запасу, який залишився.
Як радіальний, так і осьовий запас, який потрібно залишити, можуть бути від’ємними числами. Однак, якщо використовується кульковий або радіусний різець із від’ємною радіальною заготовкою, яка більше кутового радіуса, від’ємна осьова заготовка має бути меншою або дорівнювати радіусу кута.
філе
Увімкніть для введення радіуса скруглення.
Радіус скруглення
Вкажіть радіус скруглення.
Згладжування
Згладжує траєкторію інструменту, видаляючи зайві точки та підганяючи дуги, де це можливо, у межах заданого допуску фільтрації.
 |
 |
| Згладжування вимкнено | Увімкнено згладжування |
Згладжування використовується для зменшення розміру коду без шкоди для точності. Згладжування працює шляхом заміни колінеарних ліній однією лінією та дотичних дуг для заміни кількох ліній у вигнутих областях.
Наслідки згладжування можуть бути драматичними. Розмір файлу G-коду може бути зменшено на 50% або більше. Машина працюватиме швидше та плавніше, а обробка поверхні покращиться. Рівень скорочення коду залежить від того, наскільки траєкторія інструменту піддається згладжуванню. Траєкторії, які пролягають переважно в основній площині (XY, XZ, YZ), як і паралельні траєкторії, добре фільтруються. Ті, які цього не роблять, наприклад 3D Scallop, зменшуються менше.
Толерантність до згладжування
Визначає допуск фільтра згладжування.
Згладжування працює найкраще, коли допуск (точність, з якою генерується вихідний лінеаризований шлях) дорівнює або перевищує допуск згладжування (підгонка дуги лінії).
Оптимізація кормів
Вказує, що подачу слід зменшити в кутах.
Максимальна зміна напрямку
Визначає максимальну кутову зміну, дозволену до зменшення швидкості подачі.
Зменшений радіус подачі
Визначає мінімальний радіус, дозволений до зменшення подачі.
Зменшена відстань подачі
Визначає відстань для зменшення подачі перед кутом.
Знижена швидкість подачі
Визначає зменшену швидкість подачі, яка використовується в кутах.
Тільки внутрішні кути
Увімкніть лише для зменшення швидкості подачі на внутрішніх кутах.
 Налаштування вкладки зв’язування
Налаштування вкладки зв’язування
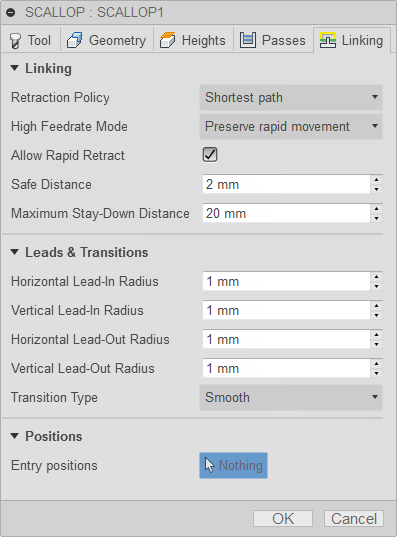
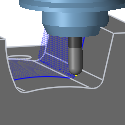
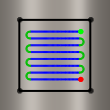
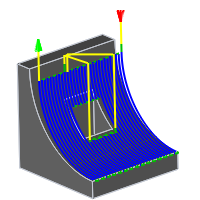
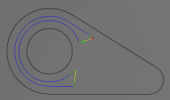
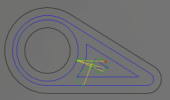
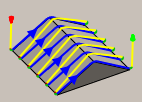
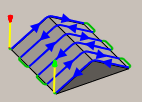
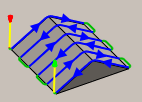
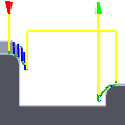
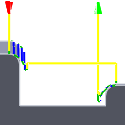
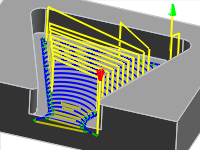
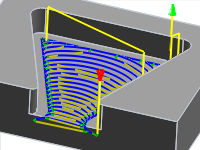
Політика відкликання
Контролює переміщення інструменту між проходами різання. На наступних зображеннях показано використання стратегії Flow .
-
Повне відведення – повністю втягує інструмент на висоту відводу в кінці проходу, перш ніж переміститися вище початку наступного проходу.
-
Мінімальне відведення – рухається прямо вгору до найменшої висоти, де інструмент очищає заготовку, плюс будь-яка визначена безпечна відстань.
-
Найкоротший шлях – переміщує інструмент на найкоротшу можливу відстань по прямій лінії між шляхами.
 Важливо: параметр «Найкоротший шлях» не слід використовувати на машинах, які не підтримують лінеаризовані швидкі переміщення, де переміщення G0 є прямолінійними (на відміну від переміщень G0, які рухаються по всіх осях з максимальною швидкістю, іноді називають переміщеннями «зубчасті» рухи). Недотримання цього правила призведе до руху машини, який не зможе належним чином змоделювати програмне забезпечення, і може призвести до збоїв інструменту.
Важливо: параметр «Найкоротший шлях» не слід використовувати на машинах, які не підтримують лінеаризовані швидкі переміщення, де переміщення G0 є прямолінійними (на відміну від переміщень G0, які рухаються по всіх осях з максимальною швидкістю, іноді називають переміщеннями «зубчасті» рухи). Недотримання цього правила призведе до руху машини, який не зможе належним чином змоделювати програмне забезпечення, і може призвести до збоїв інструменту.
Для верстатів з ЧПК, які не підтримують лінеаризовані швидкі рухи, постпроцесор можна модифікувати для перетворення всіх ходів G0 у рухи G1 з високою подачею. Зв’яжіться зі службою технічної підтримки, щоб отримати додаткову інформацію або вказівки щодо модифікації постпроцесорів, як описано.
Режим високої швидкості подачі
Визначає, коли швидкі рухи мають виводитися як справжні швидкі (G0), а коли – як рухи з високою швидкістю подачі (G1).
- Зберегти швидкий рух – усі швидкі рухи збережено.
- Зберігати осьовий і радіальний швидкий рух – швидкі рухи, що рухаються лише горизонтально (радіально) або вертикально (аксіально), виводяться як справжні швидкі.
- Зберігайте осьовий швидкий рух – лише швидкі рухи, що рухаються вертикально.
- Зберігайте радіальний швидкий рух – лише швидкі рухи, що рухаються горизонтально.
- Зберігати швидкий рух по одній осі – лише швидкі рухи, що рухаються по одній осі (X, Y або Z).
- Завжди використовуйте високу подачу – Виводить швидкі рухи, оскільки (висока подача) рухається G01 замість швидких рухів (G0).
Цей параметр зазвичай встановлюється для уникнення зіткнень на порогах на машинах, які виконують рухи "собачої ноги" на швидкості.
Висока швидкість подачі
Швидкість подачі для швидких рухів виводиться як G1 замість G0.
Дозволити швидке втягування
Якщо ввімкнено, відведення виконується швидкими рухами (G0). Вимкнення для примусового втягування на швидкості подачі на виході.
Безпечна відстань
Мінімальна відстань між інструментом і поверхнею деталі під час відводу. Відстань вимірюється після того, як було застосовано вихідний запас, тому, якщо використовується від’ємний запас, слід звернути особливу увагу на те, щоб безпечна відстань була достатньо великою, щоб запобігти будь-яким зіткненням.
Максимальна відстань перебування внизу
Визначає максимальну відстань, дозволену для рухів утримування.
 1" Максимальна відстань перебування внизу
1" Максимальна відстань перебування внизу
 2" Максимальна відстань перебування внизу
2" Максимальна відстань перебування внизу
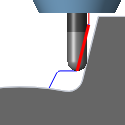
Горизонтальний вхідний радіус
Визначає радіус для горизонтальних початкових ходів.
 Горизонтальний ввідний радіус
Горизонтальний ввідний радіус
Вертикальний радіус введення
Радіус вертикальної дуги, що згладжує переміщення входу, коли вона йде від ходу входу до самої траєкторії інструменту.
 Вертикальний радіус введення
Вертикальний радіус введення
Горизонтальний вивідний радіус
Визначає радіус для горизонтальних вихідних ходів.
 Горизонтальний радіус виведення
Горизонтальний радіус виведення
Вертикальний радіус виведення
Визначає радіус вертикального виведення.
 Вертикальний радіус виведення
Вертикальний радіус виведення
Тип переходу
Визначає тип з’єднання між проходами.
- Відсутність контакту – кроки вбік не з'єднані один з одним на одному Z-рівні, а з'єднані рухом відведення.
- Пряма лінія – простіші прямі з’єднання за допомогою прямих ліній.
- Найкоротший шлях – найкоротший можливий шлях між зонами обробки – зазвичай рух по прямій лінії.
- Плавний – Використовуйте плавні тангенціальні рухи, використовуючи справжні дуги, де це необхідно.
Вхідні позиції
Кнопка вибору для вибору позицій входу.
Орігінал сторінки: Scallop Finishing Dialog