Цикли буріння
Цикли свердління – також називаються стандартними циклами , оскільки один рядок коду може поєднати всі рухи, необхідні для завдання обробки отвору. Це зменшує розмір програми та полегшує зміну вимог до свердління на машині.
Не всі контролери ЧПК мають однакові стандартні цикли. Більшість верстатів матимуть стандартні цикли для стандартних функцій отворів, таких як центральне/точкове свердління, свердління з різьбленням, контррозточування, розточування, розгортання та нарізування різьбами. Деякі машини матимуть більш спеціалізовані цикли, як-от гарматне свердління та зворотне свердління. Fusion 360 використовує постпроцесор для передачі параметрів у вбудовані стандартні цикли ваших машин. Якщо ваша машина не має певного стандартного циклу, Fusion 360 виводить рухи позиціонування осі у форматі довгого коду. Якщо ви отримуєте довгі рухи коду, ви можете фактично отримати додаткову функціональність Fusion 360, яка недоступна у вашому стандартному циклі. Якщо ви знаєте, що ваша машина має стандартний цикл для вибраної вами функції, і ви отримуєте довгий код, ви можете зв’язатися з кимось на Marketplace щодо налаштування постпроцесора.
Це список циклів свердління Fusion 360 і типу руху, який вони створюють. Для простоти ми будемо посилатися на ці цикли, використовуючи загальний G-код і загальні алфавітно-цифрові коди, які використовуються для визначення циклу. Типовий стандартний цикл свердління використовує код серії G80. Деякі використовуватимуть код серії G70. Ці описи є загальними і не застосовуються до всіх верстатів з ЧПК.
Загальна структура консервованого циклу виглядатиме приблизно так:
G8# X (положення) Y (положення) Z (глибина) R (висота втягування) Q (кількість додаткового клювання) P (час перебування) F (швидкість подачі)
Свердління – G81 зазвичай використовується для точкового та базового свердління в м’яких матеріалах, де глибина отвору менше ніж у 3 рази більше діаметра.
 |
G81 Рух свердління:
Позиції на висоту втягування або "площину R" (R) Подається (F) на глибину (Z) Швидкий рух на висоту втягування (R) |
Розточування – G82 зазвичай використовується для розточування отворів, оскільки затримка на кінцевій глибині полірує дно отвору для отримання плоскої поверхні.
 |
G82 Протирозточний рух:
Позиції на висоту втягування або "площину R" (R) Подається (F) на глибину (Z) живе деякий час (P) Швидкий рух на висоту втягування (R) |
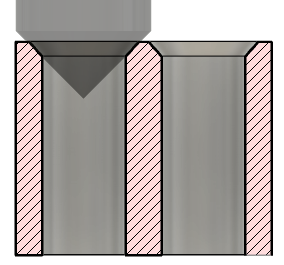
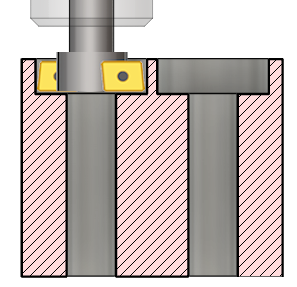
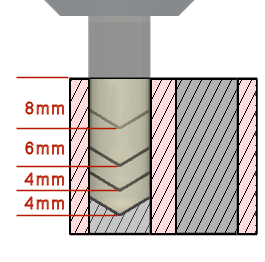
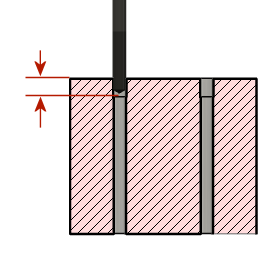
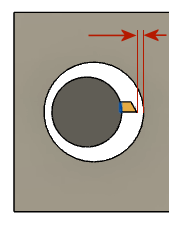
Розбивання стружки – G73 зазвичай використовується для свердління глибоких отворів, коли інструмент витягує довгу стружку. Після свердління отвору інструмент відступає на невелику відстань, а потім продовжує свердління для наступного кроку. Це триває до досягнення повної глибини. Ці невеликі втягування зламають будь-яку довгу стружку, утворену свердлом.
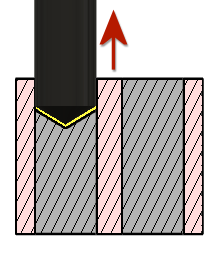 |
G73 Стружколомний рух:
Позиції на висоту втягування або "площину R" (R) Подає (F) в отвір на поступову відстань (Q) Втягується на невелику відстань (показано жовтим кольором) Продовжує поступове клювання (Q) і втягується до досягнення кінцевої глибини (Z). Швидкий рух на висоту втягування (R) |
Peck Drilling – G83 зазвичай використовується для свердління глибоких отворів, коли стружку необхідно витягти з отвору. Після свердління отвору інструмент повертається до площини R, витягуючи стружку та дозволяючи охолоджувальній рідині потрапити в отвір. Потім свердло повертається до місця зупинки та продовжує свердління для наступного приросту. Іноді є параметр для зменшення кількості клювання, коли інструмент глибше проникає в отвір. Це триває до досягнення повної глибини.
 |
G83 Свердлільний рух:
Позиції на висоту втягування або "площину R" (R) Подає (F) в отвір на поступову відстань (Q) Втягується до "площини R" (R) Рапід повертається туди, де зупинився Продовжує поступове клювання (Q) і втягується до досягнення кінцевої глибини (Z). Швидкий рух на висоту втягування (R) |
Кероване глибоке свердління / свердління пістолетом – спеціалізований цикл, який використовується для свердління глибоких отворів, якщо їх глибина в 20 разів перевищує діаметр отвору. Більшість верстатів з ЧПК не мають стандартних циклів свердління. Для свердління пістолетом, як правило, у деталі потрібно просвердлити короткий отвір, щоб уберегти надзвичайно довге свердло від місця розташування. Саме свердло також може мати напрямні по діаметру, які відповідають діаметру ріжучого вістря. Це забезпечує жорсткість інструменту в отворі. Пістолетні дрилі зазвичай використовують охолоджуючу рідину під тиском, що проходить через інструмент, щоб витягнути стружку назовні та підтримувати змащення ріжучого наконечника. Після подачі в пілотну свердловину свердло подаватиметься до кінцевої глибини, перш ніж вийде з свердловини до площини R.
 |
Рух буріння гармати:
Позиції на висоту втягування або "площину R" Подача в пілотний отвір (показано на схемі) Свердлить до досягнення кінцевої глибини Рапіди виходять на висоту втягування |
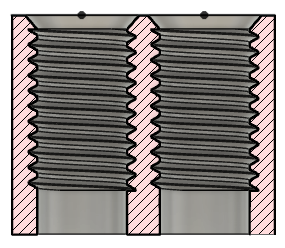
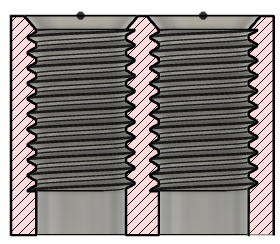
Нарізання різьби – Мета нарізання різьби полягає в тому, щоб вирізати спіральні канавки у внутрішньому діаметрі циліндра. Він зазвичай використовує стандартні цикли G84 (права) і G74 (лівостороння). Мітчик — це інструмент, який дуже схожий на гвинт, за винятком гострої різьби для різання матеріалу. Нарізання різьби подається в отвір зі швидкістю, що відповідає кроку різьби, і потребує синхронізованих обертів шпинделя. Коли він досягає кінцевої глибини, шпиндель змінить напрямок і подаватиметься з отвору з тією ж швидкістю подачі. По суті, він загвинчує інструмент, повертає шпиндель і викручує інструмент.
Fusion 360 має кілька варіантів натискання. Ви повинні створити зразок траєкторії для кожної операції та порівняти результат із зразками в посібнику з програмування вашої машини. Це базовий опис для кожного циклу нарізання різьблення, і всі вони вимагають синхронної швидкості шпинделя та швидкості подачі.
- Нарізання різьблення – нарізання правої або лівої різьби (G84/G74). Напрямок шпинделя визначається налаштуваннями в бібліотеці інструментів.
- Нарізання різьблення лівою рукою – нарізування спеціальним для інструментів для нарізання лівої руки.
- Нарізання різьблення правою рукою – нарізання різьблення спеціально для інструментів для нарізання різьби правшою рукою.
- Нарезание різьби зі стружколомом – Нарізування різьбою зі стружколомом. Пригвинчує інструмент на часткову відстань, повертає назад, щоб розбити стружку, а потім повторює процес до досягнення остаточної глибини.
 |
 |
|
| Праві різьбові отвори | Отвори з лівою різьбою |
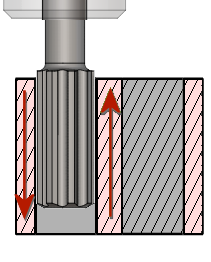
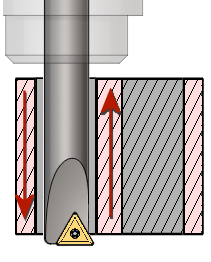
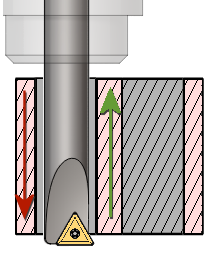
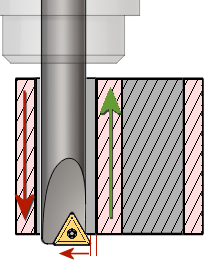
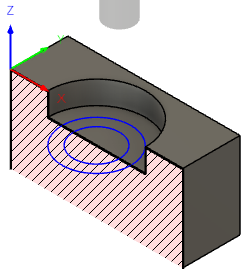
Прорив – більш спеціалізований тип операції з отвором. Break Through дозволяє зменшити подачу та швидкість безпосередньо перед пробиттям дна отвору. Це можна використовувати для крихких матеріалів, де сила прориву розколює дно отвору.
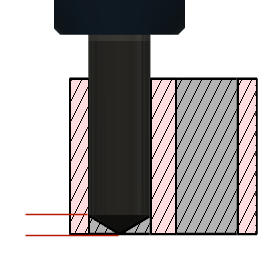 |
Проривний рух:
Позиції на висоту втягування або "площину R" (R) Подає (F) в отвір Перед досягненням кінцевої глибини (показано червоним) він зменшує швидкість подачі Буріння триває до кінцевої глибини Рапіди виходять на висоту втягування |
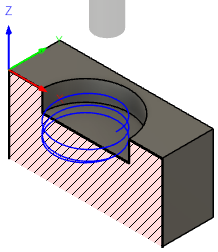
Розгортання – G85 зазвичай використовується для розгортання отворів до точного діаметра.
 |
G85 Розширювальний рух:
Позиції на висоту втягування або "площину R" (R) Подається (F) на глибину (Z) Виходить на висоту втягування (R) |
Розточування – G89 зазвичай використовується для розточування отворів з плоским дном до точного діаметра. Витримування на кінцевій глибині полірує дно отвору для рівної поверхні, потім інструмент подається на R-площину.
 |
G89 Boring Motion:
Позиції на висоту втягування або "площину R" (R) Подається (F) на глибину (Z) Перебуває внизу (P) Виходить на висоту втягування (R) |
Розточування з упором шпинделя – G86 зазвичай використовується для розточування отворів з плоским дном до точного діаметра. Шпиндель зупиняється на кінцевій глибині отвору, потім інструмент стрімко виходить до площини R.
 |
G86 Розточування з зупинкою шпинделя:
Позиції на висоту втягування або "площину R" (R) Подається (F) на глибину (Z) Зупиняє шпиндель внизу Швидкий рух на висоту втягування (R) |
Точне розточування (зсув) – G76 зазвичай використовується для розточування отворів до точного діаметру шляхом обробки лише в одному напрямку. Шпиндель зупиняється на кінцевій глибині отвору, у деяких випадках наконечник інструмента може бути орієнтований у певному положенні, інструмент зсувається від торця отвору, а потім інструмент швидко виходить до площини R.
 |
Тонкий рух отвору G76:
Позиції на висоту втягування або "площину R" (R) Подається (F) на глибину (Z) Зупиняє шпиндель внизу Можливо, змінюється орієнтація шпинделя Відсуває інструмент від стінки отвору (Q) Швидкий рух на висоту втягування (R) |
 |
Зворотне розточування (зсув) – G87 зазвичай використовується для зняття фаски, розточування або контррозточування отворів із зворотного боку деталі. Цей цикл може працювати кількома різними способами.
-
Використання інструменту для зняття фаски, подібного до розточувального бруска з ріжучою поверхнею на верхній стороні основи. Пластини на цих інструментах іноді розтягуються за допомогою відцентрової сили, коли обертається шпиндель. Зупинивши шпиндель, втягніть пластину.
-
За допомогою Г-подібного інструменту, розміщеного в шпинделі з ріжучою поверхнею на верхній стороні його основи. Ви обережно вставляєте його в отвір, коли він не обертається, орієнтуючи його так, щоб він проходив через отвір, потім розташовуєте центральну лінію інструмента з центральною лінією отвору, запускаєте шпиндель і подаєте інструмент вгору, щоб зробити розточування. . Завершивши, ви зупиняєте інструмент, відхиляєтеся від центральної лінії та витягуєте його з отвору.
-
Використовуючи порожній вал інструменту, інструмент швидко проникає на всю глибину отвору, де він зупиняється, тому можна встановити інструмент із зворотним отвором із швидким від’єднанням. Інструмент подається вгору, щоб обробити контротвір, рухається вниз від поверхні, а потім зупиняє шпиндель, щоб можна було зняти контротвір, перш ніж вал висунеться з отвору.
Через складність руху та необхідну кількість ручного втручання цей тип операції використовується рідко.
 |
G87 Задній розточувальний рух:
Позиції на висоту втягування або "площину R" (R) Пороги на глиб Перебуває внизу (P) Інструмент із зворотним отвором кріпиться до валу інструменту Інструмент подається на глибину зустрічного отвору Інструмент відходить від поверхні Лічильник знімається Інструмент швидко виходить на висоту втягування (R) |
Кругове фрезерування кишень – Fusion 360 використовує цей цикл для передачі параметрів у цикл фрезерування кишень на системі керування машиною. Візуально у Fusion 360 немає дисплея, який би показував фрезерування кишень. 2D Adaptive або 2D Circular фрезерні траєкторії, безсумнівно, виконають кращу роботу з обробкою кишені, ніж стандартний цикл кишені у вашому контролері ЧПК. Але перевагою консервованого циклу є зменшений обсяг програми. Один рядок стандартного коду циклу може очистити ту саму кишеню, яка може складатися з 40 рядків коду, використовуючи 2D Adaptive або 2D Circular. Ще однією перевагою є можливість регулювати розмір або кроки різання круглої кишені на верстаті.
 |
Кругове фрезерування кишень:
Позиції на висоту втягування або "площину R" (R) Викликає стандартний цикл У Fusion 360 траєкторії не відображатимуться |
Фрезерування свердловин — Fusion 360 використовує цей цикл для передачі параметрів у цикл фрезерування свердловин на системі керування машиною. Візуально у Fusion 360 немає дисплея, який би показував фрезерування отворів. 2D Adaptive або 2D Bore фрезерні траєкторії, безумовно, виконають кращу роботу з обробки отвору, ніж стандартний цикл отвору у вашому контролері ЧПК. Але перевагою консервованого циклу є зменшений обсяг програми. Один рядок стандартного коду циклу може очистити той самий отвір, який може складатися з 40 рядків коду, використовуючи 2D Adaptive або 2D Bore. Ще однією перевагою є можливість регулювати розмір або кроки різання отвору на верстаті.
 |
Фрезерний рух отвору:
Позиції на висоту втягування або "площину R" (R) Викликає стандартний цикл У Fusion 360 траєкторії не відображатимуться |
Фрезерування різьби – Fusion 360 використовує цей цикл для передачі параметрів у цикл фрезерування різьби на системі керування машиною. Візуально у Fusion 360 немає дисплея, який би показував фрезерування отворів. Траєкторія двовимірного фрезерування різьби, безсумнівно, виконає кращу роботу з обробки різьби, ніж стандартний цикл нарізання різьби в контролері ЧПК. Але перевагою консервованого циклу є зменшений обсяг програми. Один рядок стандартного коду циклу може обробляти ті самі потоки, які можуть складатися з 40 рядків коду, використовуючи 2D Threading. Ще однією перевагою є можливість регулювати розмір або кроки нарізки ниток на верстаті.
|
Рух фрезерування різьби:
Позиції на висоту втягування або "площину R" (R) Викликає стандартний цикл У Fusion 360 траєкторії не відображатимуться |
Цикл вимірювання – Fusion 360 використовує цей цикл для передачі параметрів у цикл вимірювання на системі керування машиною. Візуально у Fusion 360 немає дисплея, який би показував будь-які рухи зондування. Інструменти перевірки у Fusion 360 пропонують більше можливостей для зондування та візуального зворотного зв’язку процесу зондування. Вони, безсумнівно, зроблять краще, якщо буде потрібно дослідження.
| Зондування руху:
Позиції на висоту втягування або "площину R" (R) Викликає стандартний цикл У Fusion 360 рух не відображатиметься |
Орігінал сторінки: Drilling Cycles