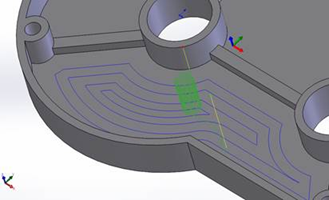
2D Pocket
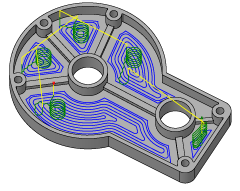
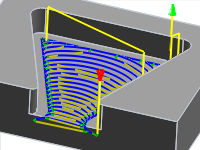
2D Pocket — це чорнова операція з опціями для створення фінішного проходу. Ви можете очистити порожнину, відкриту кишеню або область навколо виступу. Траєкторія буде нагадувати форму межі, що обробляється. Область обробки можна вибрати з країв, ескізів або суцільної грані. Включає опції для конусних стін і положень входу для попереднього свердління.
Виробництво > Фрезерування > 2D > 2D Pocket ![]()
 Налаштування вкладки інструментів
Налаштування вкладки інструментів
Охолоджуюча рідина
Виберіть тип охолоджувальної рідини, яка використовується з верстатом. Не всі типи будуть працювати з усіма машинними постпроцесорами.
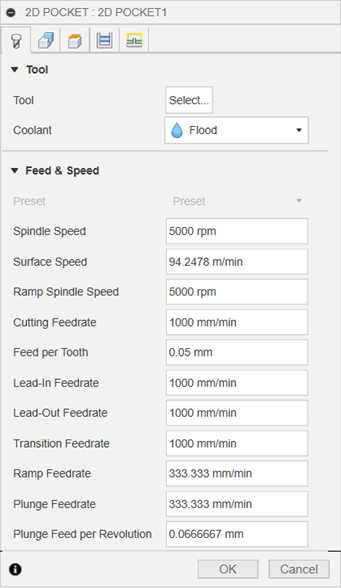
Подача та швидкість
Параметри різання шпинделя та швидкості подачі.
- Швидкість шпинделя – швидкість обертання шпинделя, виражена в обертах за хвилину (RPM)
- Поверхнева швидкість – швидкість, з якою матеріал рухається повз ріжучу кромку інструменту (SFM або м/хв)
- Ramp Spindle Speed ( Швидкість обертання шпинделя) – швидкість обертання шпинделя під час виконання рухів з нахилом
- Швидкість подачі при різанні – швидкість подачі, що використовується для регулярних рухів різання. Виражається в дюймах/хв (IPM) або мм/хв
- Подача на зуб – Швидкість подачі різання, виражена як подача на зуб (FPT)
- Швидкість подачі на вході – подача, яка використовується для початку руху різання.
- Швидкість подачі на виході – подача, що використовується під час виведення з ходу різання
- Швидкість подачі рампи – подача, яка використовується під час виготовлення гвинтових рамп на складі
- Швидкість подачі занурення – подача, яка використовується під час занурення в запас
- Подача за оборот – Швидкість подачі занурення, виражена як подача за оборот
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія
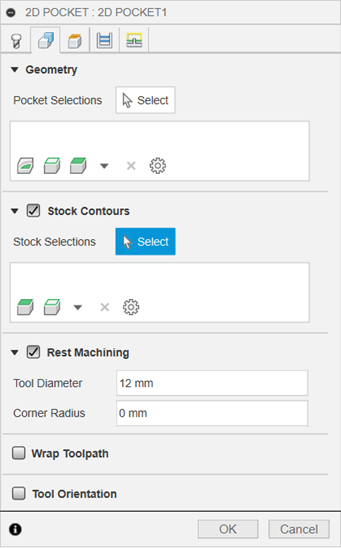
Геометрія
 |
Виберіть грані, ребра або ескізи. Ви можете вийняти запас із внутрішньої сторони кишені або зовнішньої сторони стоячого боса.
|
Кишеньковий вибір
Виберіть будь-яку грань, край або ескіз, щоб визначити межу обробки. Використовуйте виділення краю для ділянок з дірками або кишенями всередині кишень. Для постійних босів виберіть зовнішню межу боса та позначте опцію «Контури запасу» , показану нижче. Траєкторія інструменту буде розрахована між вибраною межею та зовнішньою зоною заготовки.
 |
Виберіть грані, ребра або ескізи. Використовуйте виділення краю для ділянок з дірками або кишенями всередині кишень.
|
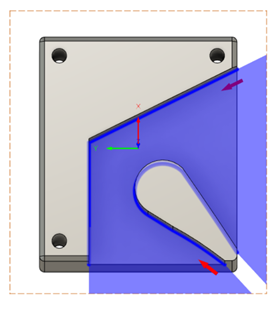
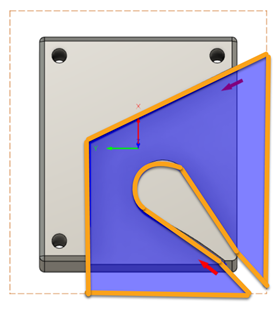
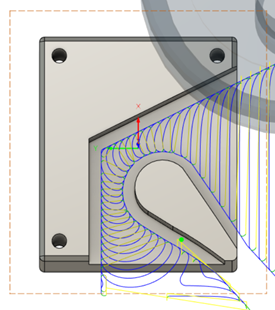
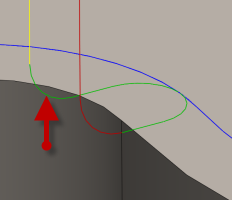
Метод розширення
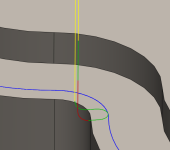
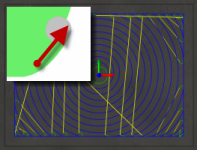
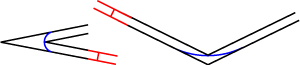
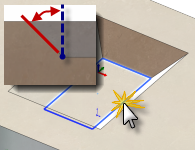
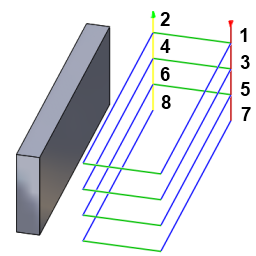
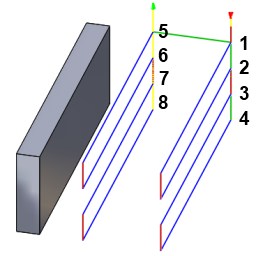
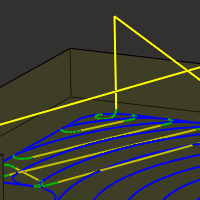
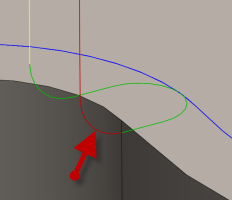
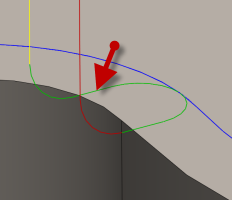
Під час вибору відкритої кишені для обробки ланцюжки вибору розширюються до межі запасу таким чином, який визначається методом розширення для створення закритої межі. Замкнена межа потрібна для створення траєкторії. Якщо ланцюжки перетинаються один з одним до того, як досягнуть межі заготівлі, то замкнутої межі немає, і обчислення траєкторії не вдається.
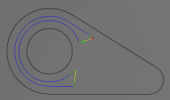
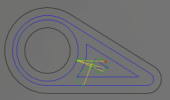
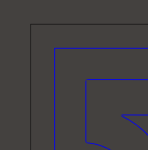
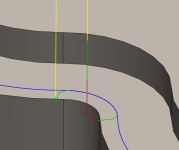
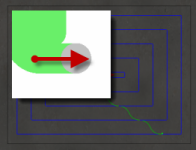
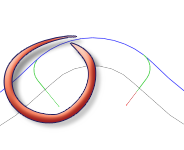
Приклад, що демонструє успішне створення траєкторії над відкритою кишенею за допомогою закритої межі:
 |
 |
| 1) Відкрийте кишеню для машини | 2) Вибір ланцюжка до межі запасу |
 |
 |
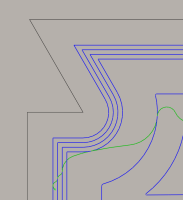
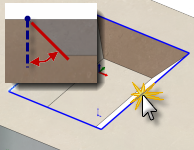
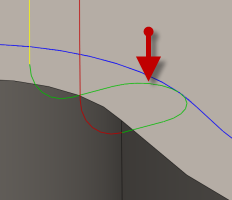
| 3) Визначено закриту межу | 4) Згенерована кінцева траєкторія |
Типи методів розширення:
- Дотична : розширює всі виділення ланцюга тангенціально.
- Найближча межа : розширює всі виділення ланцюга в напрямку, найближчому до обмежувальної рамки запасу.
- Паралельно : розширює пересічні ланцюгові виділення таким чином, щоб вони були паралельними, коли досягають обмежувальної рамки. Решта ланцюги витягуються по дотичній.
Вибір методу розширення залежить від геометрії моделі. Дотична — це метод розширення за замовчуванням, і у випадках, коли він не підходить, наступним рекомендованим методом для використання є найближча межа .
 |
 |
 |
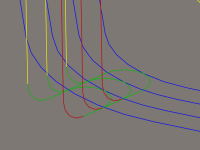
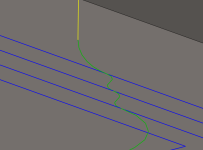
| Метод розширення по дотичній | Метод розширення найближчої межі | Метод паралельного розширення |
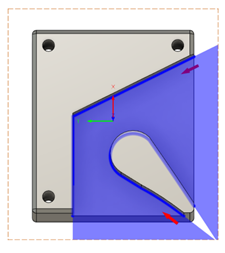
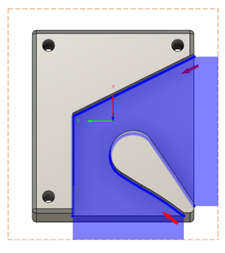
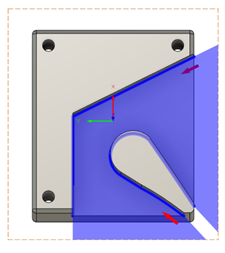
Фондові контури
Якщо позначено, траєкторія інструменту обчислюється з урахуванням меж визначеного матеріалу або вибраної межі. Межею за замовчуванням є поле Stock , указане в налаштуваннях . Ви також можете вибрати межі моделі або межі ескізу. Це забезпечує додатковий зазор для рухів «Введення» та «Виведення». Це може обмежити або розширити зону обробки матеріалу. Не встановлюйте прапорець для закритих граничних кишень.
Вибір заготівлі — виберіть замкнуту межу, щоб визначити зону обробки. Вибір не потрібний для обробки коробки запасу , зазначеної в налаштуваннях . Вибір межі, більшої за приклад, збільшує площу різання. Це може бути корисним для нерегулярних розмірів запасів. Вибрана межа обробки може мати будь-яку форму.
 |
Виберіть «Краї» або «Ескізи», щоб визначити межі розрізу.
Примітка: це не межа стримування, оскільки інструмент підійде з-за меж вибраної області.
|
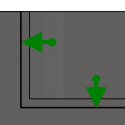
Контурні стрілки
Контурні стрілки вказують за годинниковою стрілкою для вибору зовнішнього контуру та вказують проти годинникової стрілки для вибору внутрішнього контуру, щоб зберегти зріз підйому. Ви можете натиснути на стрілку, щоб змінити напрямок розрізу.
Стрілка за годинниковою стрілкою |
Виріз по зовнішньому контуру |
Стрілка, спрямована проти годинникової стрілки |
Виріз по внутрішньому контуру |
Решта обробки
Обмежує операцію лише видаленням матеріалу, який не вдалося видалити попереднім інструментом або операцією.
Rest Machining ON |
Решта обробки ВИМК |
Діаметр інструменту
Визначає діаметр інструменту для решти матеріалу.
Радіус кута
Визначає радіус кута інструмента для решти матеріалу.
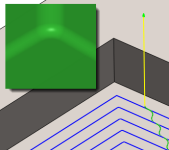
Орієнтація інструменту
Визначає, як визначається орієнтація інструмента за допомогою комбінації параметрів орієнтації тріади та початку.
Розкривне меню «Орієнтація» містить такі параметри для встановлення орієнтації осей тріади X, Y та Z:
- Налаштувати орієнтацію WCS – використовує систему координат заготовки (WCS) поточного налаштування для орієнтації інструменту.
- Орієнтація моделі – використовує систему координат (WCS) поточної деталі для орієнтації інструменту.
- Виберіть вісь Z/площину та вісь X. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь X. Обидві осі Z і X можна повертати на 180 градусів.
- Виберіть вісь Z/площину та вісь Y. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі Z і Y можна повертати на 180 градусів.
- Виберіть осі X і Y. Виберіть грань або ребро, щоб визначити вісь X, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі X і Y можна повертати на 180 градусів.
- Вибір системи координат – встановлює певну орієнтацію інструмента для цієї операції на основі визначеної користувачем системи координат у моделі. Тут використовуються як початок, так і орієнтація існуючої системи координат. Використовуйте це, якщо ваша модель не містить відповідної точки та площини для вашої операції .
Розкривне меню «Початок » пропонує такі параметри для визначення місця початку тріади:
- Початкова точка налаштування WCS – Використовує початкову систему координат заготовки (WCS) поточного налаштування для початкової точки інструменту.
- Початок моделі – використовує початок системи координат (WCS) поточної деталі для початку інструменту.
- Вибрана точка – виберіть вершину або ребро для початку тріади.
- Точка рамки запасу – виберіть точку на рамці обмеження запасу для початку тріади.
- Точка рамки моделі – виберіть точку на рамці обмежування моделі для початку тріади.
 Налаштування вкладки «Висота».
Налаштування вкладки «Висота».
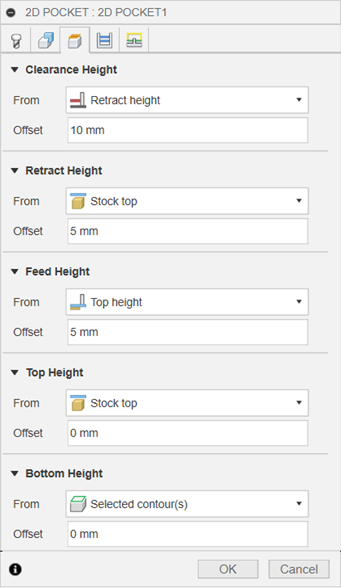
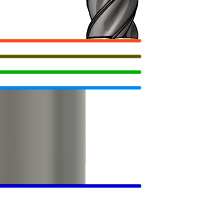
Висота зазору
Висота зазору – це перша висота, до якої швидко рухається інструмент на шляху до початку траєкторії інструменту.
 Висота зазору
Висота зазору
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти зазору
Застосовується зміщення висоти зазору , яке залежить від вибору висоти зазору у розкривному списку вище.
Висота втягування
Висота відведення встановлює висоту, на яку підіймається інструмент перед наступним проходом різання. Висота втягування має бути вище Feed height і Top . Висота відведення використовується разом із наступним зміщенням для встановлення висоти.
 Висота втягування
Висота втягування
- Висота зазору: поступове зміщення від висоти зазору .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти втягування
Застосовується зміщення висоти відведення , яке залежить від вибору висоти відведення у розкривному списку вище.
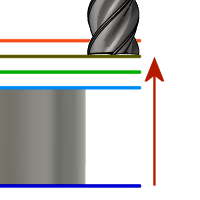
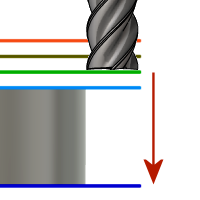
Висота корму
Висота подачі встановлює висоту, до якої швидко рухається інструмент перед зміною швидкості подачі/занурення для входу в деталь. Висота подачі повинна бути вище верху . Під час свердління ця висота використовується як початкова висота подачі та висота втягування. Висота подачі використовується разом із наступним зсувом для встановлення висоти.
 Висота корму
Висота корму
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Вимкнено: вимкнення висоти подачі спричиняє швидке опускання інструменту до входу.
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти подачі
Застосовується зміщення висоти подачі відносно вибору висоти подачі у розкривному списку вище.
Верхня висота
Верхня висота встановлює висоту, яка описує верх розрізу. Верхня висота має бути вище нижньої . Верхня висота використовується разом із наступним зміщенням для встановлення висоти.
 Верхня висота
Верхня висота
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Верхнє зміщення
Верхнє зміщення застосовано та є відносно вибору верхньої висоти у розкривному списку вище.
Висота дна
Нижня висота визначає остаточну висоту/глибину обробки та найменшу глибину, на яку інструмент опускається в заготовку. Нижня висота повинна бути нижче верхньої . Для встановлення висоти використовується нижня висота разом із наступним зміщенням.
 Висота дна
Висота дна
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Нижнє зміщення
Застосовується нижнє зміщення відносно вибору нижньої висоти у розкривному списку вище.
 Передає налаштування вкладки
Передає налаштування вкладки
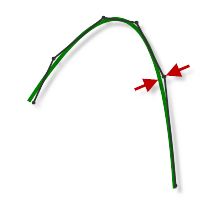
Толерантність
Допуск, який використовується під час лінеаризації геометрії, наприклад сплайнів і еліпсів. Допуск приймається як максимальна відстань хорди.
 |
 |
| Вільна толерантність .100 | Жорстка толерантність .001 |
Керування контурним рухом верстата з ЧПК здійснюється за допомогою команд лінії G1 і дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії сплайнів і поверхонь, лінеаризуючи їх, утворюючи багато коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Перші два не становлять великої проблеми, оскільки Fusion 360 обчислює дуже швидко, а більшість сучасних елементів керування мають принаймні 1 МБ оперативної пам’яті. Однак короткі переміщення ліній у поєднанні з високою швидкістю подачі можуть призвести до явища, відомого як брак даних.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на нових машинах, таких як система керування Haas Automation. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
Бокова компенсація
Цей параметр визначає сторону траєкторії, від якої зміщено центр інструмента. Вибирайте між боковою компенсацією ліворуч (фрезерування підйому) або боковою компенсацією праворуч (звичайне фрезерування) .
Ліворуч (фрезерування підйому) 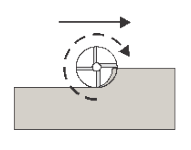
Підйом фрезерування |
Справа (звичайне фрезерування) 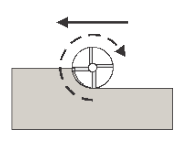
Традиційне фрезерування |
Підйомне фрезерування можна розглядати як те, що різець «котиться» по поверхні, яку він ріже. Зазвичай це дає кращу обробку більшості металів, але вимагає високої жорсткості машини. За допомогою цього методу стружки починаються з максимальної товщини та стають тоншими до кінця різу, тобто більше тепла в стружці та менше в деталі.
При звичайному фрезеруванні різець «обертається» від поверхні, яку він ріже. Цей метод частіше використовується з ручними або менш жорсткими машинами. Він має певні переваги та навіть може забезпечити кращу обробку під час обробки певних матеріалів, у тому числі деяких видів деревини.
Фінішні пропуски
Дозволяє виконувати чистові проходи за допомогою бічної частини інструменту.
З фінішними пасами |
Без фінішних передач |
Кількість фінішних проходів
Визначає кількість фінішних проходів.
 Показано з трьома фінішними проходами
Показано з трьома фінішними проходами
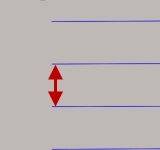
Переступити
Максимальна відстань між чистовими проходами.
Веде на всіх фінішних проходах
Забезпечує повне відведення та відведення під час кожної фінішної передачі.
Увімкнено |
Вимкнено |
Готова швидкість подачі
Швидкість подачі, яка використовується для останнього чистового проходу.
Повторити фінішний пас
Увімкніть виконання останнього фінішного проходу двічі, щоб видалити заготовку, що залишилася через відхилення інструменту.
Фінішне перекриття
Фінішне перекриття — це відстань, яку інструмент проходить поза точкою входу перед тим, як вийти. Встановлення фінішного нахлеста гарантує належне очищення матеріалу в точці входу.
Без чистового перекриття |
0,25" фінішне перекриття |
Зберігати порядок
Вказує, що об’єкти мають оброблятися в тому порядку, у якому вони були вибрані. Якщо цей параметр не вибрано, Fusion 360 оптимізує порядок вирізання.
Обидва шляхи
Вказує, що для обробки відкритих профілів у цій операції використовуються фрезерування підйому та звичайне фрезерування.
- Optimal Load Other Way – вкажіть ширину різу для конвенційного проходу різання
- Інша швидкість подачі – вкажіть швидкість подачі різання для проходу конвенційного різання
Максимальний крок
Визначає максимальний горизонтальний крок між проходами.
Адаптивне очищення |
Застаріле 2D очищення |
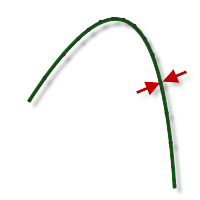
Мінімальний радіус різання
Визначає найменший радіус траєкторії інструменту для створення в гострому куті. Мінімальний радіус різання створює змішування всіх внутрішніх гострих кутів.
Силове попадання інструменту в гострий кут або кут, радіус якого дорівнює радіусу інструмента, може призвести до тріскотіння та спотворення поверхні.
 |
 |
|
| Встановіть на нуль – траєкторія інструменту примусово проникає у всі внутрішні гострі кути. | Встановіть значення 0,07 дюйма – траєкторія інструменту матиме суміш радіусу 0,070 у всіх гострих кутах. |
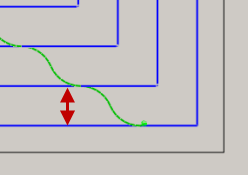
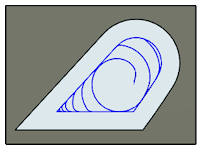
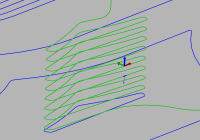
Використовуйте Morphed Spiral Machining
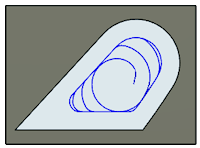
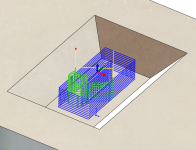
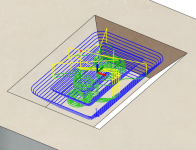
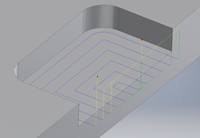
Увімкніть для створення траєкторії постійного спірального руху для кишені. Це може забезпечити плавну роботу машини.
Стандартна 2D кишенькова траєкторія |
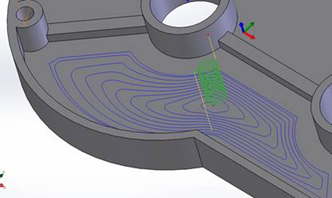
Морфована спіральна 2D-карманна траєкторія |
Дозволити Stepover Cusps
Під час програмування плоских поверхонь за допомогою інструмента, який має радіус у куті, між кроками можна створити гострий кут (або гребінець).
За замовчуванням максимальне значення крокового переходу перевизначено, щоб запобігти виникненню поворотів крокового переходу.
Дозволити сходинки вимкнено |
Дозволити крокові згорби ввімкнено |
Вгорі – кишеня, оброблена торцевою фрезою 3/8 дюйма з максимальним кроком 0,25 дюйма.
Згладжування відхилення
Максимальна кількість згладжування, що застосовується до чорнових проходів. Використовуйте цей параметр, щоб уникнути гострих кутів на траєкторії.
Кілька глибин
При виборі можна взяти кілька глибин.
З розрізами різної глибини |
Без багаторазових порізів |
Максимальний крок вниз
Визначає відстань для максимального кроку вниз між Z-рівнями. Максимальне зниження застосовується до повної глибини за вирахуванням будь-якого залишку запасу та кількості фінішного проходу.
- Кінцевий пас може бути меншим за максимальний крок.
- Показано без завершення переходу.
Завершення кроків
Кількість чистових проходів з використанням нижньої частини інструменту.
 Показано з трьома фінішними проходами
Показано з трьома фінішними проходами
Завершення Stepdown
Розмір кожного кроку в фінішних пасах.
 Завершення кроку вниз
Завершення кроку вниз
Кут конусності стіни (град.)
Визначає кут конусності стін.
Визначення кута нахилу можна використовувати для обробки елементів за допомогою 2D-стратегії, яка в іншому випадку потребувала б 3D-стратегії.
Кут нахилу @ 0 градусів |
Кут нахилу @ 45 градусів |
Вибір геометрії
Вибір знизу |
Кращий вибір |
Використовуйте парні кроки
Дозволяє створювати однакові відстані між проходами обробки.
Приклад: Припустімо, ви обробляєте профіль глибиною 23 мм і максимальним кроком = 10 мм.
- Якщо ввімкнути параметр «Використовувати рівномірні кроки» , ви отримаєте три проходи з першим значенням –7,666 мм, другим – 15,3333 мм і третім – –23 мм.
- Якщо вимкнено «Використовувати рівномірні кроки », ви знову отримуєте три проходи: перший на -10 мм, другий на -20 мм і третій на -23 мм.
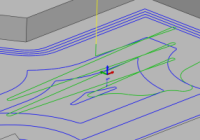
Порядок за глибиною
Якщо ввімкнено, це впорядковує розрізи кількох контурів або порожнин за рівнем Z.
 |
 |
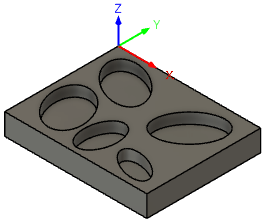
| Модель з кількома
порожнинні виділення |
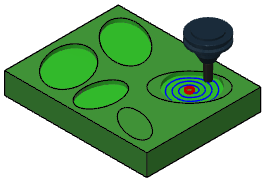
Всі порожнини
вирізати за рівнем Z |
Покрокове замовлення
Якщо ввімкнено, кожен крок чорнової та чистової обробки обробляється на повну глибину перед переходом до наступного етапу.
Вимкнено |
Увімкнено |
Запас для відпустки
Позитивний Позитивний запас до відходу – кількість запасу, що залишилася після операції, яка буде видалена наступними операціями чорнової чи чистової обробки. Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу. |
Жодного Немає залишків – видаліть увесь зайвий матеріал до обраної геометрії. |
Негативний Негативний запас для відходу – видаляє матеріал за межі поверхні або межі деталі. Ця техніка часто використовується в електродній обробці, щоб забезпечити іскровий проміжок або відповідати вимогам допуску деталі. |
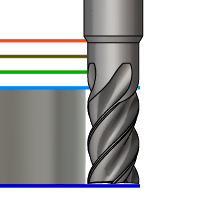
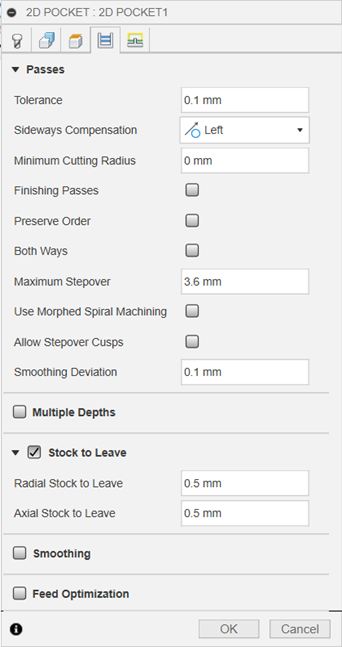
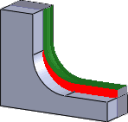
Радіальний (стінний) шток залишити
Параметр «Радіальний запас до відходу» контролює кількість матеріалу, який потрібно залишити в радіальному (перпендикулярному до осі інструменту) напрямку, тобто збоку від інструмента.
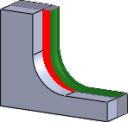
Радіальний приклад залишити |
Радіальний і осьовий приклад залишити |
Вказівка позитивного радіального запасу для відпустки призводить до того, що матеріал залишається на вертикальних стінках і крутих ділянках деталі.
Для поверхонь, які не зовсім вертикальні, Fusion 360 інтерполює між осьовою (підлогою) і радіальною опорою, щоб залишити значення, тому площа, залишена в радіальному напрямку на цих поверхнях, може відрізнятися від зазначеного значення, залежно від нахилу поверхні та осьової поверхні. запас залишити значення.
Зміна радіальної заготовки для виходу автоматично встановлює осьову заготовку для виходу на ту саму величину, якщо ви не введете вручну осьову заготовку для виходу.
Для фінішної обробки значення за замовчуванням становить 0 мм / 0 дюймів, тобто не залишається матеріалу.
Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу, який потім можна видалити за допомогою однієї чи кількох чистових операцій.
Від’ємний запас залишити
У разі використання негативної заготівлі для виходу операція механічної обробки видаляє з вашої заготівлі більше матеріалу, ніж форма вашої моделі. Це можна використовувати для обробки електродів з іскровим проміжком , де розмір іскрового проміжку дорівнює негативному запасу, який залишився.
Як радіальний, так і осьовий запас, який потрібно залишити, можуть бути від’ємними числами. Однак від'ємний радіальний приклад, який потрібно залишити, повинен бути меншим за радіус інструменту.
У разі використання кулькового або радіусного різця з від’ємною радіальною заготовкою для виходу, яка перевищує радіус кута, від’ємна осьова заготовка для виходу має бути меншою або дорівнювати радіусу кута.
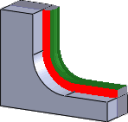
Осьовий (підлоговий) запас для відпустки
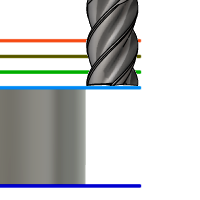
Параметр Axial Stock to Leave контролює кількість матеріалу, який потрібно залишити в аксіальному (вздовж осі Z) напрямку, тобто на кінці інструмента.
Осьовий приклад залишити |
|
*Як радіальний, так і осьовий приклад залишити*
Вказівка позитивного осьового запасу для відпустки призводить до того, що матеріал залишається на неглибоких ділянках деталі.
Для поверхонь, які не є абсолютно горизонтальними, Fusion 360 інтерполює між осьовою та радіальною (стінною) опорою, щоб залишити значення, тому опора, що залишилася в осьовому напрямку на цих поверхнях, може відрізнятися від указаного значення залежно від нахилу поверхні та радіальної опори залишити значення.
Зміна радіальної заготовки для виходу автоматично встановлює осьову заготовку для виходу на ту саму величину, якщо ви не введете вручну осьову заготовку для виходу.
Для фінішної обробки значення за замовчуванням становить 0 мм / 0 дюймів, тобто не залишається матеріалу.
Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу, який потім можна видалити за допомогою однієї чи кількох чистових операцій.
Від’ємний запас залишити
У разі використання негативної заготівлі для виходу з обробки вилучається більше матеріалу з заготовки, ніж за формою моделі. Це можна використовувати для обробки електродів з іскровим проміжком , де розмір іскрового проміжку дорівнює негативному запасу, який залишився.
Як радіальний, так і осьовий запас, який потрібно залишити, можуть бути від’ємними числами. Однак, якщо використовується кульковий або радіусний різець із від’ємною радіальною заготовкою, яка більше кутового радіуса, від’ємна осьова заготовка має бути меншою або дорівнювати радіусу кута.
Згладжування
Згладжує траєкторію інструменту, видаляючи зайві точки та підганяючи дуги, де це можливо, у межах заданого допуску фільтрації.
 |
 |
| Згладжування вимкнено | Увімкнено згладжування |
Згладжування використовується для зменшення розміру коду без шкоди для точності. Згладжування працює шляхом заміни колінеарних ліній однією лінією та дотичних дуг для заміни кількох ліній у вигнутих областях.
Наслідки згладжування можуть бути драматичними. Розмір файлу G-коду може бути зменшено на 50% або більше. Машина працюватиме швидше та плавніше, а обробка поверхні покращиться. Рівень скорочення коду залежить від того, наскільки траєкторія інструменту піддається згладжуванню. Траєкторії, які пролягають переважно в основній площині (XY, XZ, YZ), як і паралельні траєкторії, добре фільтруються. Ті, які цього не роблять, наприклад 3D Scallop, зменшуються менше.
Толерантність до згладжування
Визначає допуск фільтра згладжування.
Згладжування працює найкраще, коли Допуск (точність, з якою створюється вихідний лінеаризований шлях) дорівнює або перевищує допуск Згладжування (підгонка дуги лінії).
Оптимізація кормів
Вказує, що подачу слід зменшити в кутах.
Максимальна зміна напрямку
Визначає максимальну кутову зміну, дозволену до зменшення швидкості подачі.
Зменшений радіус подачі
Визначає мінімальний радіус, дозволений до зменшення подачі.
Зменшена відстань подачі
Визначає відстань для зменшення подачі перед кутом.
Знижена швидкість подачі
Визначає зменшену швидкість подачі, яка використовується в кутах.
Тільки внутрішні кути
Увімкніть лише для зменшення швидкості подачі на внутрішніх кутах.
 Налаштування вкладки зв’язування
Налаштування вкладки зв’язування
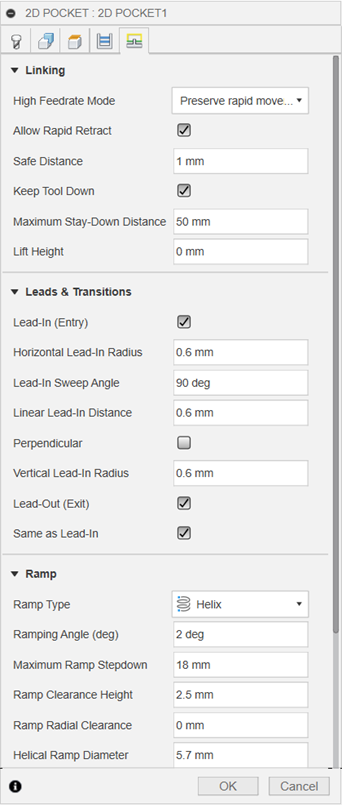
Режим високої швидкості подачі
Визначає, коли швидкі рухи мають виводитися як справжні швидкі (G0), а коли – як рухи з високою швидкістю подачі (G1).
- Зберегти швидкий рух – усі швидкі рухи збережено.
- Зберігати осьовий і радіальний швидкий рух – швидкі рухи, що рухаються лише горизонтально (радіально) або вертикально (аксіально), виводяться як справжні швидкі.
- Зберігайте осьовий швидкий рух – лише швидкі рухи, що рухаються вертикально.
- Зберігайте радіальний швидкий рух – лише швидкі рухи, що рухаються горизонтально.
- Зберігати швидкий рух по одній осі – лише швидкі рухи, що рухаються по одній осі (X, Y або Z).
- Завжди використовуйте високу подачу – Виводить швидкі рухи, оскільки (висока подача) рухається G01 замість швидких рухів (G0).
Цей параметр зазвичай встановлюється для уникнення зіткнень на порогах на машинах, які виконують рухи "собачої ноги" на швидкості.
Висока швидкість подачі
Швидкість подачі для швидких рухів виводиться як G1 замість G0.
Дозволити швидке втягування
Якщо ввімкнено, відведення виконується швидкими рухами (G0). Вимкнення для примусового втягування на швидкості подачі на виході.
Безпечна відстань
Мінімальна відстань між інструментом і поверхнею деталі під час відводу. Відстань вимірюється після того, як було застосовано вихідний запас, тому, якщо використовується від’ємний запас, слід звернути особливу увагу на те, щоб безпечна відстань була достатньо великою, щоб запобігти будь-яким зіткненням.
Тримайте інструмент внизу
Якщо ввімкнено, стратегія уникає втягування, коли відстань до наступної зони нижча від зазначеної відстані.
Максимальна відстань перебування внизу
Визначає максимальну відстань, дозволену для рухів утримування.
1" Максимальне перебування внизу |
2" Максимальна відстань перебування внизу |
Висота підйому
Визначає відстань підйому під час переміщення.
Висота підйому 0 |

Висота підйому 0,1 дюйма |
Початок (вхід)
Увімкнути, щоб створити введення.
 Привести в
Привести в
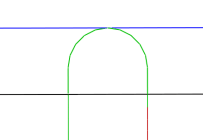
Горизонтальний вхідний радіус
Визначає радіус для горизонтальних початкових ходів.
 Горизонтальний ввідний радіус
Горизонтальний ввідний радіус
Початковий кут розгортки
Визначає розгортку вхідної дуги.
 Кут розгортки @ 90 градусів
Кут розгортки @ 90 градусів
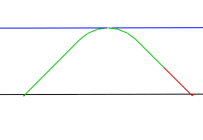 Кут розгортки @ 45 градусів
Кут розгортки @ 45 градусів
Лінійна початкова відстань
Визначає довжину лінійного початкового переміщення, для якого активується компенсація радіуса в контролері.
 Лінійна вхідна відстань
Лінійна вхідна відстань
Перпендикулярний
Замінює тангенціальні розширення дуг вводу/виводу рухом, перпендикулярним до дуги.
 Показано з перпендикулярним входом/виходом
Показано з перпендикулярним входом/виходом
Приклад: свердловина, яка має максимально великі дуги (чим більша дуга, тим менша ймовірність мітки затримки), і де дотична лінійна операція неможлива, оскільки вона простягається в бік свердловини.
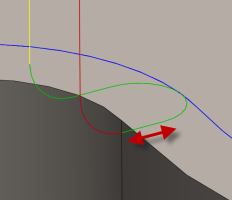
Вертикальний радіус введення
Радіус вертикальної дуги, що згладжує переміщення входу, коли вона йде від ходу входу до самої траєкторії інструменту.
 Вертикальний радіус введення
Вертикальний радіус введення
Вивід (Вихід)
Увімкнути для створення виводу.
 Виведення
Виведення
Те саме, що Lead-In
Вказує, що визначення виведення має бути ідентичним визначенню введення.
Лінійна вихідна відстань
Визначає довжину лінійного виведення, для якого потрібно вимкнути компенсацію радіуса в контролері.
 Лінійна вихідна відстань
Лінійна вихідна відстань
Горизонтальний вивідний радіус
Визначає радіус для горизонтальних вихідних ходів.
 Горизонтальний радіус виведення
Горизонтальний радіус виведення
Вертикальний радіус виведення
Визначає радіус вертикального виведення.
 Вертикальний радіус виведення
Вертикальний радіус виведення
Кут розгортки на виході
Визначає розгортку вихідної дуги.
Перпендикулярний
Замінює тангенціальні розширення дуг вводу/виводу рухом, перпендикулярним до дуги.
Показано з перпендикулярним входом/виходом
Приклад: свердловина, яка має максимально великі дуги (чим більша дуга, тим менша ймовірність мітки затримки), і де дотична лінійна операція неможлива, оскільки вона простягається в бік свердловини.
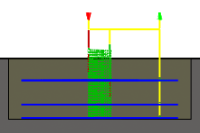
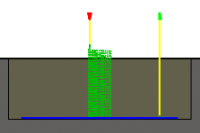
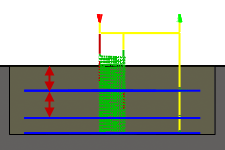
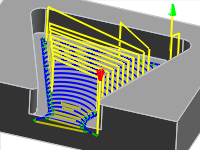
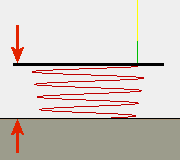
Тип рампи
Визначає, як фреза рухається вниз для кожної глибини пропилу.
Занурення поза запасом |
Зиг-заг Зверніть увагу на плавні переходи типу зигзаг. |
Передсвердлити Щоб використовувати опцію попереднього свердління, необхідно визначити місце(я) попереднього свердління. |
Профіль |
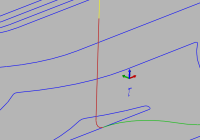
Занурення |
Гладкий профіль |
Спіраль |
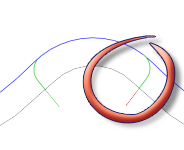
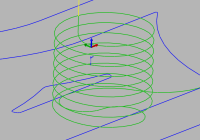
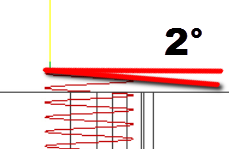
Кут нахилу (град)
Визначає максимальний кут нахилу спіралі під час різання.
Кут конусності рампи
Створює конічний спіральний вхід у деталь. Чудово підходить для очищення від стружки.
Максимальне зниження рампи
Визначає максимальний крок вниз за один оберт у профілі підвищення. Цей параметр дозволяє обмежити навантаження на інструмент під час виконання різів по всій ширині під час нарощування.
Висота зазору рампи
Висота над штоком, де спіраль починає свій стрімкий рух.
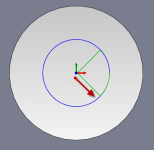
Діаметр гвинтової рампи
Максимальний діаметр для гвинтового входу в порожнину.
Оптимальне значення змушує інструмент перекривати його центр, водночас створюючи максимальний спіральний отвір для входу в порожнину. Мета полягає в хорошому видаленні стружки. Якщо значення більше за діаметр інструмента, бобинок може стояти в центрі спіралі.
Значення 1,8 х діаметр. |
Значення 0,8 x діаметр. |
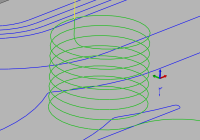
Мінімальний діаметр рампи
Найменший допустимий діаметр нахилу спіралі.
Це значення завжди має бути меншим за діаметр нахилу спіралі, щоб система могла обчислити діапазон, який відповідає доступній кишені чи каналу. Менші діаметри можуть зменшити евакуацію стружки, спричинити різкий рух машини та поломку інструменту.
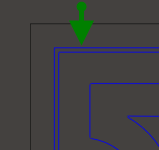
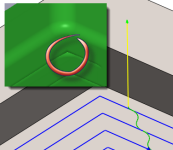
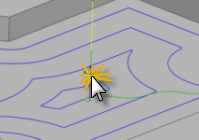
Позиції попереднього свердління
Виберіть точки, де просвердлені отвори, щоб забезпечити простір для входу фрези в матеріал.
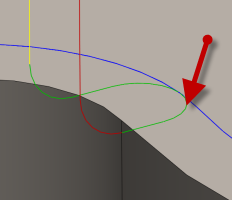
Вхідні позиції
Виберіть геометрію поблизу місця, куди потрібно ввести інструмент.
Орігінал сторінки: 2D Pocket