Діалогове вікно повороту потоку
 Налаштування вкладки інструментів
Налаштування вкладки інструментів

Інструмент
Виберіть інструмент обробки потоків із бібліотеки або створіть новий інструмент обробки потоків.
Охолоджуюча рідина
Виберіть тип охолоджувальної рідини, який слід використовувати з інструментом. Параметри виведення будуть відрізнятися залежно від можливостей машини та конфігурації постпроцесора машини.
Використовуйте задню бабку
Для підтримки відкритого кінця заготовки можна використовувати задню бабку. Це особливо корисно, коли заготовка є відносно довгою та тонкою або великою та важкою. Невикористання задньої бабки може спричинити згинання заготовки під час різання, спричиняючи погану обробку поверхні (тріскотіння) і неточності.
Щоб ця опція набула чинності, вашій машині потрібна програмована задня бабка, а ваш постпроцесор має бути налаштований для написання коду, який потребує ваша конкретна машина. Після налаштування стовп виведе відповідний код, щоб висунути задню бабку вперед на початку операції та втягнути задню бабку назад наприкінці операції.
Іди додому
Початкова позиція — це точка відведення в Z відносно визначеної робочої системи координат (WCS). WCS визначається в діалоговому вікні «Налаштування» на вкладці «Налаштування».
Ви можете примусово перемістити інструмент у початкове положення перед початком операції або після її завершення. Інструмент завжди буде витягуватись із приклада по осі X, доки він не досягне висоти зазору, а потім переміститься в початкове положення по Z. Якщо ви використовуєте той самий інструмент для кількох операцій поспіль, ви можете використовувати ці параметри, щоб зменшити марного руху та не давайте інструменту повернутися у вихідне положення.
| Не йди додому
Інструмент розпочне роботу на висоті зазору над першою позицією різання. Після завершення інструмент залишиться над останнім ходом, на висоті зазору. |
 |
| Ідіть додому спочатку
Інструмент розпочнеться на перетині висоти зазору та вихідної позиції. Після завершення інструмент залишиться над останнім ходом, на висоті зазору. |
 |
| В кінці йди додому
Інструмент розпочне роботу на висоті зазору над першою позицією різання. Після завершення інструмент повернеться до перетину висоти зазору та початкового положення. |
 |
| Ідіть додому на початку і в кінці
Інструмент розпочнеться та закінчиться на перетині висоти зазору та вихідної позиції. |
 |
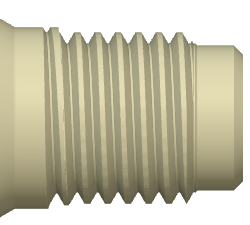
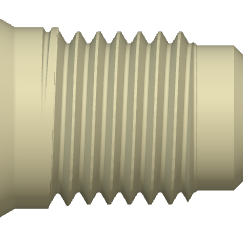
Режим повороту
Цей параметр визначає, чи інструмент оброблятиме зовнішній чи внутрішній діаметр деталі. Цей вибір також визначає напрямок наближення/відведення для розрізу.
| Зовнішня різьба
Інструмент наближається до/відводиться до зовнішньої сторони заготовки та обробляється вздовж осі шпинделя (аксіально). |
 |
| Inside Threading
Інструмент наближається до/втягується до центральної лінії та обробляє аксіально. |
 |
Використовуйте постійну поверхневу швидкість
Увімкніть автоматичне регулювання швидкості шпинделя, щоб підтримувати постійну швидкість поверхні між інструментом і заготовкою, коли змінюється діаметр різання. Постійна поверхнева швидкість (CSS) визначається за допомогою G96 на більшості машин.
Поверхнева швидкість
Швидкість різання, виражена як швидкість інструменту по поверхні деталі. Виражається у футах/хв або М/хв залежно від поточного налаштування одиниць .
Швидкість шпинделя
Швидкість обертання шпинделя.
Максимальна швидкість шпинделя
Визначає максимально допустиму швидкість шпинделя під час використання постійної швидкості поверхні (CSS).
Використовуйте подачу на оборот
Увімкніть для перемикання з відстані в часі (дюйми/хв або мм/хв) на подачу за оберт (IPR або MMPR). Подача на оберт створює постійне навантаження на стружку незалежно від обертів шпинделя.
Швидкість подачі різання
Подача, що використовується в різальних ходах. Введення на основі параметра «Використовувати подачу за оберт» і поточних одиниць вимірювання.
Швидкість подачі підведення
Подача, яка використовується, коли веде до руху різання. Введення на основі параметра «Використовувати подачу за оберт» і поточних одиниць вимірювання.
Швидкість подачі на виході
Подача, що використовується при виведенні з ходу різання. Введення на основі параметра «Використовувати подачу за оберт» і поточних одиниць вимірювання.
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія
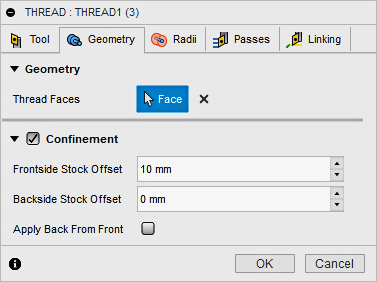
Грані нитки
Кнопка вибору граней, на які буде надітано нитку.
Ув'язнення
Шляхи інструментів можна включати в певну область за допомогою кнопки «Обмежування» , щоб вибрати межі обмеження. Області обмеження можна визначити за допомогою комбінації країв, поверхонь або точок ескізу.
Frontside Stock Offset
Визначає відстань до машини за передньою стороною моделі. Позитив подовжує початкове положення. Негативне скорочує вихідну позицію і фактично може починатися далі в частину.
| Нульове зміщення передньої сторони
Починає траєкторію інструменту на краю заготовки. |
|
| Позитивне зміщення передньої сторони
Починає траєкторію інструменту далі від зони різання. |
 |
Зміщення задньої сторони запасу
Визначає відстань до машини позаду задньої частини моделі. Позитив подовжує позицію в кінці розрізу. Негативний скорочує загальну відстань нарізання різьби в кінці різу.
| Нульове зміщення задньої сторони
Закінчує траєкторію в кінці зони різання. |
|
| Негативне зміщення задньої сторони
Завершує траєкторію інструменту, щоб скоротити зону різання. |
 |
Застосуйте Back From Front
Застосовує зміщення задньої сторони запасу з лицьового боку.
 Параметри вкладки "Радіуси".
Параметри вкладки "Радіуси".
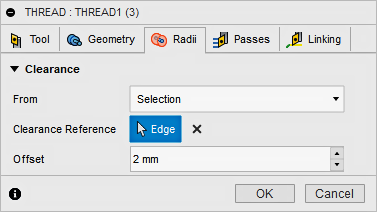
Вкладка «Радіуси» дозволяє встановити радіальну зону обмеження для обробки. Ці параметри позначені кольором для легкої ідентифікації.

Замовлення на радіусне утримання.
- Зазор = повністю втягнута безпечна зона
- Втягнути = Над поверхнею до машини
оформлення
Показаний помаранчевим кольором, він керує радіусом, куди рухається інструмент на початку та в кінці траєкторії. Інструмент наближається до цього положення та повертається назад.
Від
Помаранчевим кольором «Від» встановлює контрольне положення радіуса зазору. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
- Втягнути – встановлює радіус зазору відносно положення втягування.
- Наружний діаметр заготовки – встановлює радіус зазору відносно зовнішнього діаметра визначеної заготовки.
- Модель OD – встановлює радіус зазору відносно зовнішнього діаметра визначеної моделі.
- Зовнішній радіус – встановлює радіус зазору відносно положення зовнішнього радіуса. Радіус зазору має бути більшим за зовнішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Внутрішній радіус – встановлює радіус зазору відносно положення внутрішнього радіуса. Радіус зазору має бути більшим за внутрішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор моделі – встановлює радіус зазору відносно внутрішнього діаметра моделі, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор заготовки – встановлює радіус зазору відносно внутрішнього діаметра заготовки, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Вибір – виберіть будь-яку грань, вершину або точку на моделі, щоб визначити радіус зазору. Використовуйте параметр «Зсув», щоб зробити позитивні або негативні коригування за потреби.
- Радіус . Цей параметр дозволяє ввести значення радіуса в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
- Діаметр – цей параметр дозволяє ввести значення діаметра в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
Зсув
Використовуйте це зміщення, щоб зсунути положення відносно контрольної точки, вибраної вище. За потреби ви можете зробити позитивні чи негативні коригування.
У цьому прикладі…
- Зовнішній = зовнішній діаметр запасу (модель + запас 1 мм)
- Втягування = зовнішній + 5 мм зміщення
- Зазор = втягнути + 5 мм зміщення
Відкликати
Показаний темно-зеленим кольором, він контролює положення над поверхнею, яку ви плануєте обробити. Це радіус, до якого інструмент втягується між різами.
Від
Показано темно-зеленим кольором, «Від» встановлює еталонну позицію Retract. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
- Зазор – встановлює радіус відводу відносно положення зазору.
- Наружний діаметр заготовки – встановлює радіус зазору відносно зовнішнього діаметра визначеної заготовки.
- Модель OD – встановлює радіус зазору відносно зовнішнього діаметра визначеної моделі.
- Зовнішній радіус – встановлює радіус зазору відносно положення зовнішнього радіуса. Радіус зазору має бути більшим за зовнішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Внутрішній радіус – встановлює радіус зазору відносно положення внутрішнього радіуса. Радіус зазору має бути більшим за внутрішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор моделі – встановлює радіус зазору відносно внутрішнього діаметра моделі, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор заготовки – встановлює радіус зазору відносно внутрішнього діаметра заготовки, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Вибір – виберіть будь-яку грань, вершину або точку на моделі, щоб визначити радіус зазору. Використовуйте параметр «Зсув», щоб зробити позитивні або негативні коригування за потреби.
- Радіус . Цей параметр дозволяє ввести значення радіуса в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
- Діаметр – цей параметр дозволяє ввести значення діаметра в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
Зсув
Така ж функція, що й зсув кліренсу, показаний вище.
 Передає налаштування вкладки
Передає налаштування вкладки
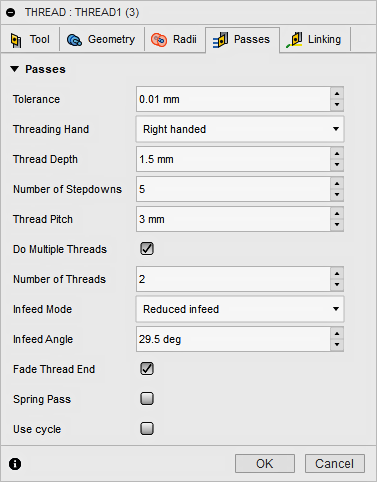
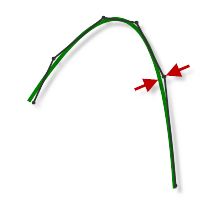
Толерантність
Цей допуск, також відомий як допуск до різання, призначений для формування траєкторії інструменту та тріангуляції геометрії. Будь-які додаткові допуски фільтрації, як-от згладжування , потрібно додати до цього допуску, щоб отримати загальний допуск для розрізу.
 |
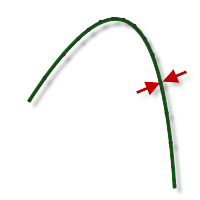 |
| Вільна толерантність .100 | Жорстка толерантність .001 |
Рух верстата з ЧПК керується за допомогою команд лінії G1 та дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії інструментів сплайнів і поверхонь шляхом їх лінеаризації; створення багатьох коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Більш жорсткий допуск призведе до більш точного шляху з меншими сегментами лінії. Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Кожне з них може бути проблемою залежно від вашої ситуації. Fusion 360 швидко обчислить майже на будь-якому комп’ютері. Але якщо у вас старіша система керування ЧПУ з обмеженою пам’яттю та машина з повільнішими осьовими приводами, рух траєкторії може виглядати стрибкоподібним. Це явище, відоме як брак даних. Цей допуск разом із згладжуванням може зменшити розмір вашої програми та покращити продуктивність ваших машин.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на новіших машинах. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
Заправляюча нитка рука
 |
 |
| Права різьба | Лівосторонні різьби |
Глибина різьби
Визначає глибину різьби. Глибина різьби, показана нижче як "T", є основним діаметром. – Малий діа. / 2. ( T = D – d ? 2 )
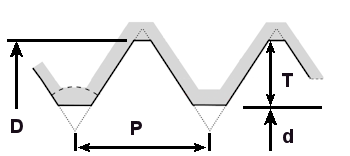
"D" = великий діа. – "d" = малий діаметр. – "P" = Крок різьби – "T" = Глибина різьби
Кількість кроків
Визначає кількість надрізів для повної глибини різьби.
Крок різьби
Визначає крок різьби. Крок – це відстань 1 нитки. Для дюймової різьби це 1? кількість ниток на дюйм (TPI). Для різьби 1/2-13 крок буде 1?13 = 0,0769. Для метричної різьби крок відповідає вказаному. Для M16 x 2 крок різьби становить 2 мм.
Виконайте кілька потоків
Увімкніть для активації кількох провідних потоків.
Кількість потоків
Визначає кількість виходів нитки.
Режим подачі
Подача — це глибина різання за один прохід і має вирішальне значення при нарізанні різьби. Режим подачі використовується для визначення способу подачі інструмента в деталь. Кожен прохід зачіпає більшу частину ріжучої кромки пластини. Є три варіанти режиму подачі.
| Постійна подача – за допомогою цієї опції сила різання та швидкість видалення металу можуть різко збільшуватися від одного проходу до наступного. Приклад: при виготовленні 60-градусної різьбової форми з використанням постійної подачі 0,010 дюйма за прохід другий прохід видаляє в три рази більше металу, ніж перший прохід. Кількість видаленого металу продовжує експоненціально зростати з кожним наступним проходом. | 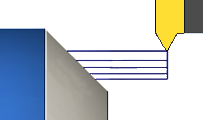 |
| Зменшена подача – ця опція підтримує більш реалістичні сили різання та зменшує глибину різання з кожним проходом. Це дозволяє уникнути збільшення швидкості видалення металу при постійній подачі. Зазвичай встановлюється на 1/2 кута вставки або трохи менше (60?? 2 – 0,5? = 29,5?). Це рекомендоване налаштування. | 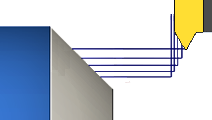 |
| Альтернативне флангування – ця опція подібна до Зменшеної подачі, але змінює рух подачі з боку в бік для кожного наступного глибинного різу. | 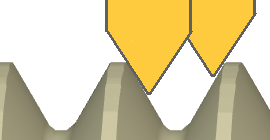 |
Кут подачі
Визначає кут подачі. Зазвичай встановлюється на 1/2 кута вставки або трохи менше (60?? 2 – 0,5? = 29,5?). Це рекомендоване налаштування.
Fade Thread End
Увімкніть поступово піднімати нитку з деталі, незадовго до кінця розрізу.
Весняний пропуск
Увімкніть виконання останнього фінішного проходу двічі, щоб видалити заготовку, що залишилася через відхилення інструменту. Також називається весняний крій.
Використовуйте цикл
Увімкніть, щоб постпроцесор виводив потоки як стандартний цикл. May потребує модифікації постпроцесора.
Кількість кроків
Визначає потрібну кількість кроків для досягнення кінцевої глибини.
 Налаштування вкладки зв’язування
Налаштування вкладки зв’язування
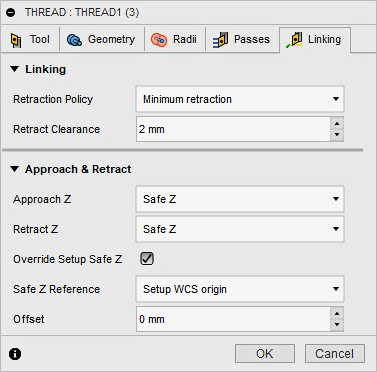
Політика відкликання
Контролює, як інструмент має відводитися на діаметр зазору після кожного проходу різання. або просто відступіть на невелику відстань від роботи. Відстань визначається значенням безпечної відстані .
 |
 |
| Повне відведення повністю втягує інструмент на висоту відводу в кінці проходу, перш ніж переміститися вище початку наступного проходу. | Мінімальне відведення рухається прямо вгору до найнижчої висоти, де інструмент очищає заготовку. Значення зазору встановлюється в параметрі Retract Clearance . |
Відкликання
Ця висота зазору доступна лише тоді, коли ви вибрали Мінімальне втягування як політику втягування . Укажіть відстань, на яку потрібно відводити під час швидкого переміщення поверхнею обробки.
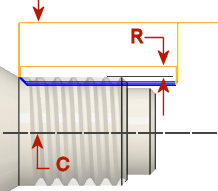 |
R = Зазор втягування над поверхнею обробки.
C = Позиція зазору радіусів |
Наближення та відведення
Використовується для визначення положення інструменту на початку та в кінці операції. За замовчуванням встановлено положення відносно SafeZ, як визначено в налаштуваннях завдання. Ви можете перевизначити це, щоб посилатися на WCS, лицьову сторону або задню частину.
Підхід Z – використовується для встановлення позиції інструмента під час наближення до деталі для першої траєкторії.
- Безпечний З
- Перша позиція Z
Retract Z – Використовується для встановлення позиції інструмента під час відводу від деталі після останньої траєкторії.
- Безпечний З
- Остання позиція Z
 |
|
Перевизначити налаштування безпечного Z
Якщо позначено, це дозволяє вам змінити наближення або відведення відносно нової позиції.
Безпечне посилання та зміщення Z
Використовується для зміни контрольної позиції для рухів «Наближення та Відведення».
 |
|
Орігінал сторінки: Thread reference