Запас для відпустки
Запас — це кількість матеріалу, яка має залишитися на деталі після обробки.
Зауважте, що на деталі може залишитися більше запасів через багато інших налаштувань. Декілька прикладів можуть бути випадки, коли використовуваний інструмент не поміщається в деякі кишені, або налаштування нахилу не дозволяють інструменту потрапити в кишені.
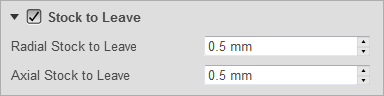 Група «Запаси для виходу» на вкладці «Пропуски» . Встановлення значення «Радіальна заготовка до виходу» автоматично встановлює те саме значення для «Аксіальної заготовки до виходу» .
Група «Запаси для виходу» на вкладці «Пропуски» . Встановлення значення «Радіальна заготовка до виходу» автоматично встановлює те саме значення для «Аксіальної заготовки до виходу» .
Радіальний запас до відходу – це величина відходу перпендикулярно до осі інструменту, тобто. на стінках частини. За замовчуванням радіальний бак для виходу відповідає заданому осьовому брусу.
Осьовий припуск до відходу — це кількість відходу вздовж осі інструменту, тобто. на поверхах частини.
Як для радіальної, так і для осьової припусків можна встановити від’ємні числа, і в цьому випадку операція обробки видаляє зайвий матеріал із деталі (тобто інструмент обробляє від’ємну кількість у деталь). Зазвичай це використовується для обробки електродів для електроерозійної обробки (EDM). Іскровий проміжок відповідає негативному запасу, який потрібно залишити.
При використанні від'ємного запасу для відпустки сума не може перевищувати радіус кута інструмента (для заокруглених інструментів) або радіус інструмента (для інструментів з плоским кінцем).
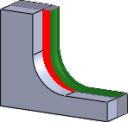 Тільки радіальний приклад залишити
Тільки радіальний приклад залишити
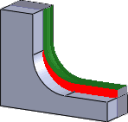 Тільки осьовий приклад залишити
Тільки осьовий приклад залишити
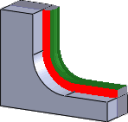 Рівний осьовий і радіальний приклад залишити
Рівний осьовий і радіальний приклад залишити
Орігінал сторінки: Stock to Leave