Посилання на профіль 2D
Використовується для програмування 2-осьових машин без обертових інструментів. Це включає водоструйну, плазмову, лазерну та електроерозійну обробку.

Виробництво > Виготовлення > Різання > 2D-профіль ![]()
Траєкторія 2D Profile (раніше Waterjet ) використовується для програмування верстатів без обертових інструментів. Вісь шпинделя розрізає деталь потоком абразивної води або тепла у вигляді лазерного або плазмового пальника. Зазвичай це 2-осьовий контур на аркуші матеріалу. Але матеріал може бути чим завгодно: від тонкого листового металу до каменю чи кераміки.
Лазерне різання: термічний процес різання, який розрізає метал шляхом плавлення або випаровування під дією тепла лазерного променя. Процес використовується з газом або без нього, щоб допомогти у видаленні розплавленого та випарованого матеріалу. Також можна використовувати для травлення. Найбільш точний. Найменша ширина пропилу.
Гідроабразивне різання: розрізає метали та інші матеріали за допомогою високошвидкісного потоку води під високим тиском із додаванням абразиву в потік води. Струмінь утворюється шляхом проштовхування води через отвір малого діаметра під високим тиском [30 000–60 000 psi]). Під цим тиском вода швидко руйнує багато матеріалів, діючи як пилкове полотно. Також можна використовувати для травлення. Хороша точність. Помірна ширина пропилу.
Плазмове різання: процес розділення електропровідних матеріалів у результаті електричного нагрівання будь-якого газу до дуже високої температури, що призводить до іонізації його атомів. Плазмовий газ протікає через камеру, нагрівається та іонізується електричним струмом. Цей струм протікає між електродом і соплом або заготовкою. Найменш точний. Найбільша ширина пропилу.
 Налаштування вкладки інструментів
Налаштування вкладки інструментів
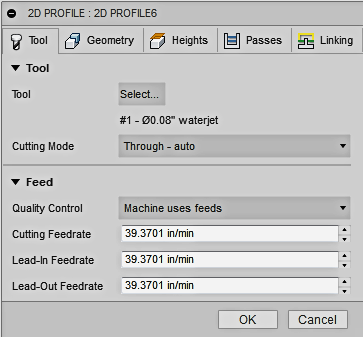
Інструмент
Виберіть відповідний інструмент із бібліотеки інструментів.
![]()
Скористайтеся функцією фільтра, щоб обмежити тип інструментів, які відображаються.
![]()
Щоб створити новий інструмент, скористайтеся піктограмою «New Waterjet/Plasma/Laser». Вибраний тип інструмента/насадки впливатиме на деякі параметри траєкторії.
Режим різання
Змінює вихідні параметри різання залежно від типу машини та вибраного постпроцесора. Використовуйте це для машин, які мають внутрішні таблиці «Якість», щоб визначити відповідну подачу різання на основі матеріалу, який ріжеться. Etch і Vaporize також змінюють якість різання. Деякі з цих умов можуть стосуватися налаштувань певних виробників машин. Ці режими будуть доступні не для всіх машин, тому постпроцесор може видати помилку та вийти з ладу.
- Наскрізний — автоматичний — постпроцесор має більше контролю за допомогою цієї опції та може змінювати параметри на основі розміру контуру (площа, периметр) або іншої інформації, вбудованої в спеціальні параметри траєкторії. Це налаштування за замовчуванням.
- Наскрізний – висока якість – розрізає матеріал із найвищою якістю, але може бути найповільнішим.
- Наскрізний – середньої якості – прорізає матеріал із проміжною якістю.
- Наскрізний – низька якість – прорізає матеріал із найнижчою якістю, але може бути найшвидшим.
- Травлення – робить видимий слід на поверхні, не прорізаючи, контролюючи потужність струменя, а також швидкість подачі. За допомогою цього параметра геометрія є центральною лінією траєкторії без компенсації ширини фрези.
- Випаровування – цей параметр часто використовується під час лазерного різання для видалення пластикового покриття, яке зазвичай зустрічається на нержавіючій сталі. Спочатку покриття випаровується за допомогою операції зі спеціальними налаштуваннями лазера, а потім друга операція розрізає матеріал.
Контроль якості
Цей параметр спадного меню визначає, чи керує подача програмою чи машиною через постпроцесор.
Machine Uses Feeds змінює вихід на швидкість подачі, вибрану користувачем. Machine Uses Quality змінює вихідні дані для доступу до таблиць розрахунку швидкості подачі машини. Деякі машини використовують внутрішні таблиці, які визначають швидкість подачі на основі необхідної якості обробки (режим різання), товщини матеріалу та типу матеріалу.
- Машина використовує подачі – швидкість подачі встановлюється користувачем на вкладці Інструмент.
- Машина використовує якість – змінює вихід для доступу до таблиць розрахунку швидкості подачі машини. Деякі машини використовують внутрішні таблиці для визначення швидкості різання на основі необхідної якості обробки (режим різання), товщини матеріалу та типу матеріалу.
Швидкість подачі різання
Подача, що використовується в різальних ходах.
Швидкість подачі підведення
Подача, яка використовується, коли веде до руху різання.
Швидкість подачі на виході
Подача, що використовується при виведенні з ходу різання.
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія
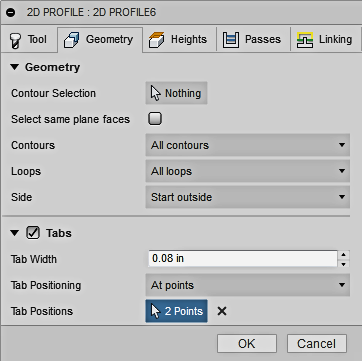
Виділення контуру
Натисніть цю кнопку, щоб вибрати профіль (профілі) контуру або грані. Суміжні ребра автоматично з’єднуються. Якщо ви вибрали грань, ви можете використовувати параметри петлі нижче, щоб відфільтрувати вибір внутрішніх або зовнішніх петель. Ви також можете вибрати ескізи безпосередньо з дерева браузера.
Контури
Використовуйте цей фільтр, щоб вибрати відкриті або закриті контури з вибору грані.
- Усі контури – виберіть усі контури з вибраного обличчя
- Відкриті контури – виберіть лише відкриті контури з вибраної грані
- Замкнуті контури – виберіть із вибраної грані лише замкнуті контури
Петлі
Якщо вибрано грань, ви можете відсортувати петлі, які ви хочете обробляти.
- Вибрано всі петлі – буде вибрано межі як внутрішньої, так і зовнішньої петлі.
- Outer loop selected (Зовнішні контури вибрано) – усі межі зовнішнього циклу будуть виділені.
- Inner loop selected (Внутрішні цикли вибрано) – усі межі внутрішнього циклу будуть виділені.
сторона
Використовуйте це для зміщення контуру всередині або назовні від вихідного краю або геометрії ескізу. Можна використовувати для травлення вздовж краю профілю. Дозволяє змінити вибраний напрямок бокової компенсації або змінити напрямок компенсації компенсації.
Якщо для параметра «Інструмент — режим різання» встановлено значення «Травлення», для «Бічної компенсації» за замовчуванням буде встановлено значення «Центр». Зміна опцій '''Бічна сторона''' не працюватиме, якщо компенсація бокової сторони не встановлена на Ліворуч або Праворуч
Вкладки
Язички використовуються для фіксації деталі на аркуші до завершення всіх процесів обробки. У багатьох випадках невеликий язичок можна відламати, просто струснувши готовий лист. Кількість і розмір виступів, які ви використовуєте, залежатимуть від типу та товщини матеріалу, який ви обробляєте. Під час обробки внутрішніх контурів вкладка може запобігти перекиданню снаряда вгору та пошкодженню ріжучого сопла машини.
- Ширина вкладки – ширина вкладки, яку ви хочете створити.
- Позиціонування вкладок –
- За відстанню Ви можете вказати відстань між вкладками за допомогою явного числового значення.
- У точках Ви можете вибрати точки вздовж контуру, щоб вказати бажані позиції табуляції.
- Вкладка «Відстань» — укажіть значення відстані, якщо вибрано «За відстанню» .
 |
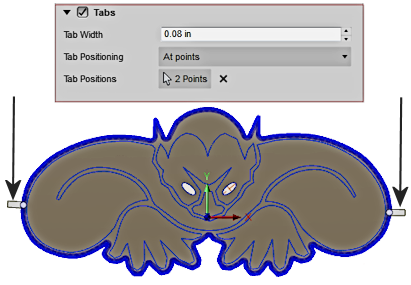 |
| At Points дозволяє вибрати будь-яку кількість вкладок. | Змодельована траєкторія показує решта вкладок. |
 Налаштування вкладки «Висота».
Налаштування вкладки «Висота».
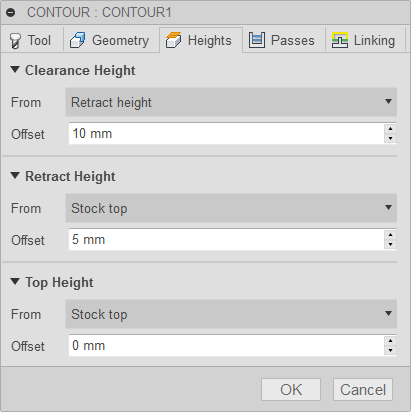
Висота зазору
Висота зазору – це перша висота, до якої швидко рухається інструмент на шляху до початку траєкторії інструменту.
 Висота зазору
Висота зазору
- Висота втягування: поступове зміщення від висоти втягування .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти зазору
Застосовується зміщення висоти зазору , яке залежить від вибору висоти зазору у розкривному списку вище.
Висота втягування
Висота відведення встановлює висоту, на яку підіймається інструмент перед наступним проходом різання. Висота втягування має бути вище Feed height і Top . Висота відведення використовується разом із наступним зміщенням для встановлення висоти.
 Висота втягування
Висота втягування
- Висота зазору: поступове зміщення від висоти зазору .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти втягування
Застосовується зміщення висоти відведення , яке залежить від вибору висоти відведення у розкривному списку вище.
Верхня висота
Верхня висота встановлює висоту, яка описує верх розрізу. Верхня висота має бути вище нижньої . Верхня висота використовується разом із наступним зміщенням для встановлення висоти.
 Верхня висота
Верхня висота
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Верхнє зміщення
Верхнє зміщення застосовано та є відносно вибору верхньої висоти у розкривному списку вище.
 Передає налаштування вкладки
Передає налаштування вкладки
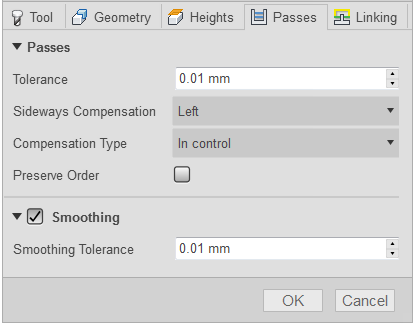
Толерантність
Допуск на обробку — це сума допусків, які використовуються для формування траєкторії інструменту та тріангуляції геометрії. Будь-які додаткові допуски фільтрації необхідно додати до цього допуску, щоб отримати загальний допуск.
 Вільна толерантність .100
Вільна толерантність .100
 Жорстка толерантність .001
Жорстка толерантність .001
Керування контурним рухом верстата з ЧПК здійснюється за допомогою команд лінії G1 і дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії сплайнів і поверхонь, лінеаризуючи їх, утворюючи багато коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Перші два не становлять великої проблеми, оскільки Fusion 360 обчислює дуже швидко, а більшість сучасних елементів керування мають принаймні 1 МБ оперативної пам’яті. Однак короткі переміщення ліній у поєднанні з високою швидкістю подачі можуть призвести до явища, відомого як брак даних.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на нових машинах, таких як система керування Haas Automation. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
Бокова компенсація
Визначає спосіб зміщення розрізу від вибраного краю. Ліворуч і праворуч завжди дивляться з напрямку розрізу.
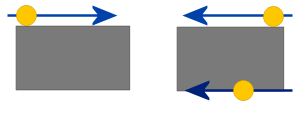
- Ліворуч – компенсація лівого краю вибраного краю.
- Справа – компенсація правого краю вибраного краю.
- По центру – розміщує ріжучу головку безпосередньо на вибраному краї.
Ліва компенсує голову, віддалену від краю, на основі цих правил.
- Для зовнішнього розрізу з вибором ланцюжка за годинниковою стрілкою.
- Для внутрішнього розрізу з вибором ланцюга проти годинникової стрілки.
Зміна напрямку різу вимагає правильного напрямку компенсації.
Тип компенсації
Визначає тип компенсації. Визначає, де обчислюється ширина пропилу/положення головки.
- У комп’ютері – Положення голови обчислюється програмою на основі діаметра пропилу та напрямку бокової компенсації. Результат постобробки містить фактичне скомпенсоване положення для вирізання деталі за розміром. Комп’ютер компенсує ширину пропилу.
- На контролі – положення голови виводиться як фактичні координати вибраного ланцюга. Компенсація «не» розраховується, але замість цього виводяться коди компенсації, які дозволяють оператору встановити величину зміщення на панелі керування верстатом. '''Керування машиною компенсує ширину пропилу.
Режим зовнішнього кута
При обробці зовнішніх кутів може знадобитися уникати закочування навколо кута, щоб залишити кут ідеально гострим.
Налаштування режиму зовнішнього кута дозволяє обробляти зовнішні кути трьома різними способами.
Outer Corner Mode (Режим зовнішнього кута) з’являється як опція лише тоді, коли для параметра Compensation Type (Тип компенсації) встановлено значення In computer (На комп’ютері ).
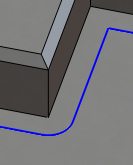 |
 |
 |
| Повернись за кут | Тримайте гострий кут | Тримайте гострий кут петлею |
| Зберігає контакт з кутом протягом усього руху | Продовжує траєкторію інструменту до кута однієї точки, тимчасово втрачаючи контакт з матеріалом | Подібно до «Зберігайте гострий кут» , але також виконує горизонтальне виведення та заведення в кутку |
Зберігати порядок
Коли вибрано, ланцюжки/об’єкти обробляються в тому порядку, у якому вони були вибрані. Якщо вибір не встановлено, програма оптимізує порядок вирізання.
За замовчуванням траєкторії інструменту Waterjet завжди будуть оптимізовані для обробки спершу внутрішніх меж (залізниці), а потім зовнішніх меж. Це утримує деталі від звільнення та переміщення під час другого чи третього різання тієї самої деталі.
Згладжування
Згладжує траєкторію інструменту, видаляючи зайві точки та підганяючи дуги, де це можливо, у межах заданого допуску фільтрації.
 Згладжування вимкнено
Згладжування вимкнено
 Увімкнено згладжування
Увімкнено згладжування
Згладжування використовується для зменшення розміру коду без шкоди для точності. Згладжування працює шляхом заміни колінеарних ліній однією лінією та дотичних дуг для заміни кількох ліній у вигнутих областях.
Наслідки згладжування можуть бути драматичними. Розмір файлу G-коду може бути зменшено на 50% або більше. Машина працюватиме швидше та плавніше, а обробка поверхні покращиться. Рівень скорочення коду залежить від того, наскільки траєкторія інструменту піддається згладжуванню. Траєкторії, які пролягають переважно в основній площині (XY, XZ, YZ), як і паралельні траєкторії, добре фільтруються. Ті, які цього не роблять, наприклад 3D Scallop, зменшуються менше.
Толерантність до згладжування
Визначає допуск фільтра згладжування.
Згладжування працює найкраще, коли Допуск (точність, з якою створюється вихідний лінеаризований шлях) дорівнює або перевищує допуск Згладжування (підгонка дуги лінії).
Оптимізація кормів
Вказує, що подачу слід зменшити в кутах.
Максимальна зміна напрямку
Визначає максимальну кутову зміну, дозволену до зменшення швидкості подачі.
Зменшений радіус подачі
Визначає мінімальний радіус, дозволений до зменшення подачі.
Зменшена відстань подачі
Визначає відстань для зменшення подачі перед кутом.
Знижена швидкість подачі
Визначає зменшену швидкість подачі, яка використовується в кутах.
Тільки внутрішні кути
Увімкніть лише для зменшення швидкості подачі на внутрішніх кутах.
 Налаштування вкладки зв’язування
Налаштування вкладки зв’язування
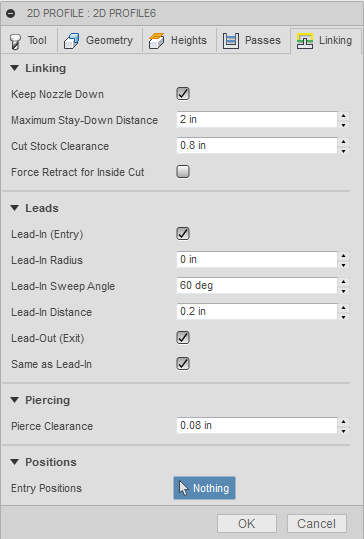
З’єднання – тримайте сопло внизу
Ці параметри можна використовувати, щоб уникнути втягування та попередньо вирізаних ділянок.
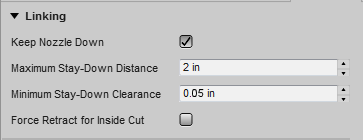
Максимальна відстань перебування внизу
Відстань переміщення, де втягування більше не потрібно.
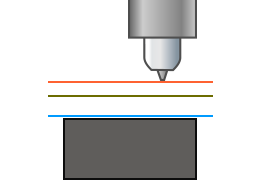
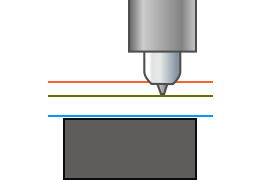
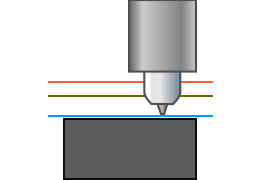
Відстань між розрізами менше 4,0" – Голова залишається внизу на верхній висоті – .
Відстань між розрізами більше 4,0" – головка втягується на висоту зазору.
Менша відстань спричинить втягування голови до площини кліренсу. Більше значення дозволяє залишатися на верхній висоті.
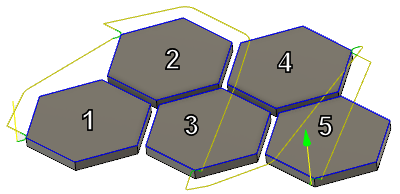
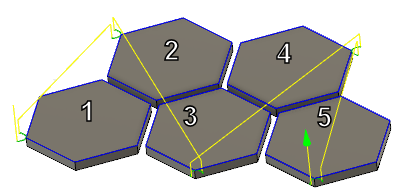
Очищення складських запасів
Зазор від кромки різаної частини для швидкого переміщення.
 |
 |
| Швидка відстань від краю .040" | Швидка відстань від краю .200" |
Коли головка залишається внизу на верхній висоті, цей зазор дозволяє уникнути обрізаних профілів. Це XY зазор до найближчого краю, коли виконується швидкий рух між розрізами та голова опущена.
Примусове втягування для внутрішнього розрізу
Використовуйте цей прапорець, щоб примусово відтягнути всі рухи, які містяться всередині моделі деталі.
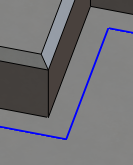
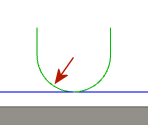
Потенційні клієнти – Lead-In (Вхід)
Вмикає накладання контуру на профіль.
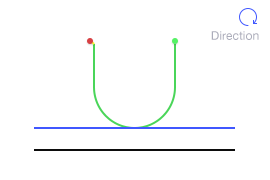
Переміщення Lead In/Out дозволяє переходити до профілю деталі. Без такого типу суміші ви могли б залишити слід у початковій точці.
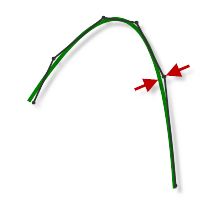
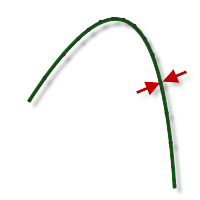
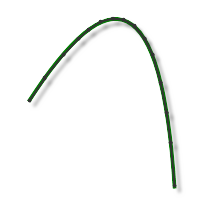
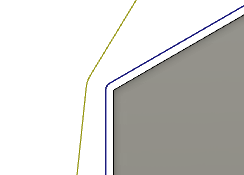
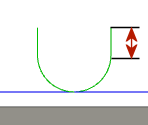
Вхідний радіус
Визначає радіус для початкових ходів.
Радіусне змішування забезпечує плавний перехід у розріз.
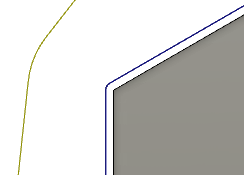
Початковий кут розгортки
Визначає кут розгортки вхідної дуги.
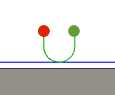 |
 |
| Кут розгортки 90 градусів | Кут стріловидності 45 градусів |
Лінійна початкова відстань
Визначає довжину лінійного вступного ходу. Необхідно, якщо використовується компенсація машинного різця.
Лінійна початкова довжина
Вивід (Вихід)
Вмикає змішування контуру з профілю.
Рух Lead In/Out дозволяє змішувати профіль частини. Без такого типу суміші ви могли б залишити слід у початковій точці.
Те саме, що Lead-In
Якщо позначено, вказує на те, що початкові значення мають бути ідентичними початковим значенням.
|
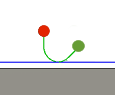 |
| Lead-Out ідентичний Lead-In | Lead-Out відрізняється від Lead-In |
Лінійна вихідна відстань
Визначає довжину лінійного переходу Lead-Out.
Необхідно, якщо використовується компенсація машинного різця.
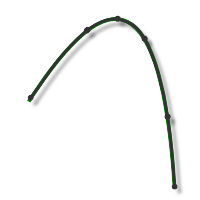
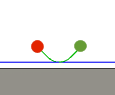
Радіус виведення
Визначає радіус для вихідних ходів.
Радіусне змішування забезпечує плавний перехід від розрізу.
Кут розгортки на виході
Визначає кут розгортки вихідної дуги.
|
|
| Кут розгортки 90 градусів | Кут стріловидності 45 градусів |
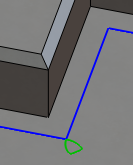
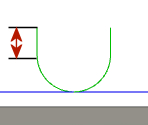
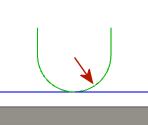
Пірсинг
Piercing Clearance дозволяє вказати відстань від профілю деталі, щоб безпечно пробити матеріал перед початком контуру. Це значення є доповненням до значень відстані введення.
Вхідні позиції
Виберіть геометрію поблизу місця, куди потрібно ввести інструмент.
Орігінал сторінки: 2D Profile reference