Посилання на геометрію зонда
Ця функція є частиною розширення. Розширення — це гнучкий спосіб отримати доступ до додаткових можливостей у Fusion 360. Докладніше .
Використовуйте діалогове вікно Probe Geometry , щоб указати деталі циклу зондування Probe Geometry .
Виробництво > Перевірка > Зондування > Геометрія зонда ![]()
Діалог містить такі параметри:
Інструмент
Натисніть «Вибрати» , щоб відкрити діалогове вікно «Інструмент вибору» , де можна знайти та вибрати зонд.
Швидкість подачі посилання
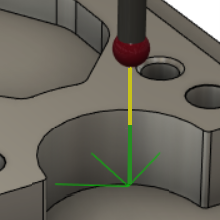
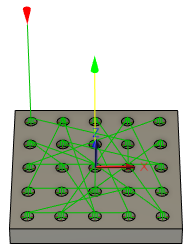
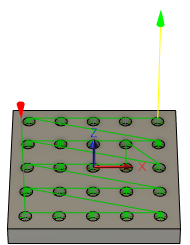
Визначає швидкість щупа під час переміщень ланки, які виконуються до та після того, як щуп введеться, а потім торкнеться частини. Переміщення посилань відображаються на полотні жовтим кольором.
Швидкість подачі підведення
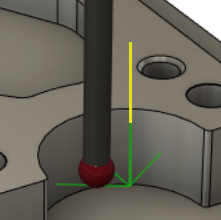
Визначає швидкість щупа під час рухів свинцю, які виконуються до і після того, як щуп торкнеться деталі. Провідні ходи відображаються на полотні зеленим кольором.
Якщо зонд налаштовано на виконання двох дотиків, перше торкання відбувається на швидкості подачі введення, а потім друге натискання на швидкості подачі.
Виміряйте швидкість подачі
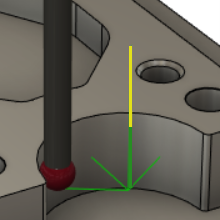
Визначає швидкість вимірювального щупа під час вимірювання, тобто коли щуп торкається деталі.
Якщо зонд налаштовано на виконання двох дотиків, перше торкання відбувається на швидкості подачі введення, а потім друге натискання на швидкості подачі.
Режим зонда
Дозволяє вибирати між вибором граней із моделі деталі чи заготовки . Параметри вибору змінюються залежно від вашого вибору.
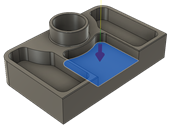
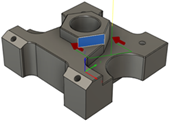
Поверхня(и) зонда – Модель
Повідомляє кількість вибраних облич із моделі. Ваш вибір визначає тип зондування, яке буде виконано.
Приклади вибраних граней і варіантів типу зонда :
 |
 |
| Окремі поверхні (показано поверхню Z ) | Окремі поверхні під кутом (показано кут уздовж осі Y ) |
 |
 |
| Кути (показано зовнішні XY ) | Канали (показано Y-канал ) |
 |
 |
| Стіни (показано X стіни ) | Боси (показано XY Circular Boss ) |
 |
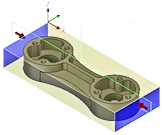
 |
| Отвори (показано круглий отвір XY ) | Часткові отвори та виступи (показано круглий частковий отвір XY ) |
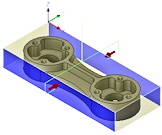
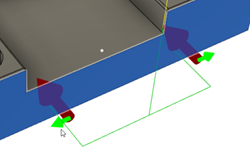
Приклад зміни положення точок на частковому отворі.
Якщо ви хочете провести зонд саме в тій точці, яку ви клацнули на моделі, виберіть «Використовувати точку вибору» .
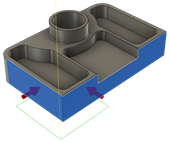
Поверхня(и) запасу зонда – запас
Повідомляє кількість вибраних Faces із запасу. Ваш вибір визначає тип зондування, яке буде виконано.
Приклади вибраних граней і варіантів типу зонда :
 |
 |
| Верхня грань вибрана для основного центру (показано XY прямокутне втулка ) | Дві перпендикулярні стіни, вибрані для основного кута (показано зовнішній кут XY ) |
 |
 |
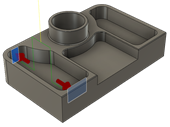
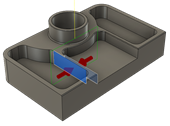
| Вибрано одну стіну X або Y (показано поверхню Y ) | Вибрана одна стіна X або Y (показано кут уздовж осі Y ) |
 |
 |
| Верхня грань вибрана для центру виступу (показано кругле боби XY ) | Вибір циліндричної грані для центру виступу (показано кругле боби XY ) |
 |
 |
| Дві протилежні стіни в X для центру блоку X (показано X-Wall ) | Дві протилежні стіни в Y для центру блоку Y (показано Y-стіна ) |
Тип зонда
Показує доступні цикли вимірювання на основі вашого вибору. Режим зондування та вибір обличчя визначають тип зондування, яке можна виконати.
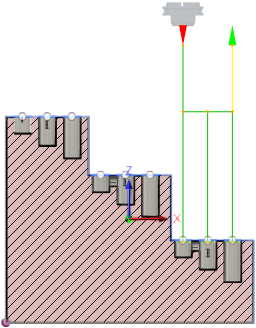
Виберіть «Такий самий діаметр».
Виберіть, якщо ви клацнули отвір або бобишок і хочете автоматично вибрати всі отвори та бобишки, які мають однаковий діаметр.
Наприклад, вибір одного отвору діаметром 15 мм автоматично вибирає три інші отвори такого ж діаметру:
Якщо ви вибираєте кілька отворів або виступів різного діаметру, вибираються всі отвори або виступи цих діаметрів.
Якщо пізніше додаються отвори або виступи з таким же діаметром, регенерація операції автоматично включає додані отвори або виступи в цикл вимірювання.
Коли ви встановлюєте прапорець, для вас стають доступними додаткові параметри для фільтрації вибору:
-
Лише однакова глибина : скасовує виділення будь-яких отворів або бобишок однакового діаметру, які не мають спільної відстані від верху до низу поточного вибраного отвору чи бобишка.
-
Лише однакова верхня висота Z : скасовує вибір будь-яких отворів або виступів однакового діаметру, які не мають однакової Z-висоти з вибраним отвором або виступом.
-
Перевірити наявність оклюзій : скасовує вибір будь-яких отворів або бобишок однакового діаметру, які неможливо перевірити через поточну орієнтацію інструменту. Наприклад, якщо отвір знаходиться на нижній стороні деталі, і зонд не може дістатися до нього, отвір не досліджується.
-
Межа утримання : скасовує вибір будь-яких отворів або виступів однакового діаметру, які не знаходяться в межах зазначеної межі утримання. Клацніть і клацніть край або ескіз на моделі чи прикладі, щоб указати межі обмеження.
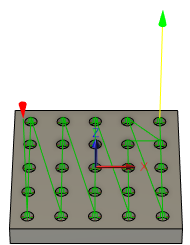
Порядок за глибиною
Виберіть, щоб вказати, що отвори або бобишки досліджуються, починаючи з тих, що знаходяться на найнижчій висоті Z.
порядок
Виберіть опцію, щоб указати порядок розташування вибраних отворів або виступів для зондування.
-
Порядок вибраних : пробні отвори або виступи в тому порядку, в якому вони були вибрані.
-
Оптимізуйте порядок : досліджуйте отвори або виступи в найбільш ефективному порядку.
-
Замовляйте навиворіт : пробуйте отвори або виступи від центру та назовні.
-
Впорядкувати за X : досліджувати отвори або виступи в напрямку X.
-
Впорядкувати за Y : зондує отвори або виступи в напрямку Y.
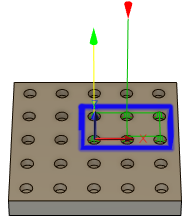
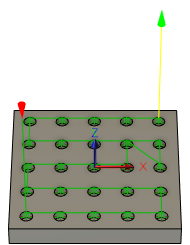
Двонаправлений
Виберіть двонаправлене дослідження отворів або бобинок, на відміну від односпрямованого, якщо вибраний порядок – «Порядок по X» або «Порядок по Y» .
Приклад порядку X і двонаправленого :
Зворотний порядок
Виберіть, щоб змінити порядок вимірювання вибраних отворів або бобишок, щоб отвір або бобишка, вибрані першими, досліджувалися останніми.
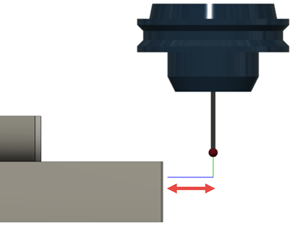
Підхід
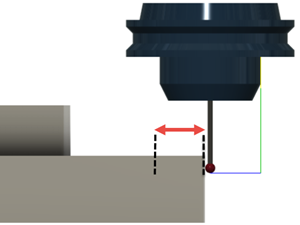
Введіть значення, щоб визначити відстань від нормалі до поверхні, де зонд починає наближатися до поверхні. За замовчуванням підхід дорівнює подвійному діаметру зонда.
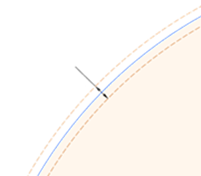
Інтервал
Встановлює відстань зонда між точками, коли кут обчислюється від вибраної грані.
Переїзд
Введіть значення, щоб указати максимальну відстань, на яку зонд може переміститися за очікувану точку контакту та все одно записувати вимірювання.
Якщо на цій відстані не встановлюється контакт, зонд повертає недійсне вимірювання.
Допуски
Прийнятне значення відхилення позиції , розміру або кута виміряної геометричної функції на моделі чи прикладі. Ці двосторонні допуски — це величина, на яку положення, розмір або кут можуть відрізнятися від своїх номінальних значень і все ще вважатися допуском.
Наприклад, під час вимірювання діаметра бобини допуск на розмір можна розглядати як мінімальну та максимальну смугу діаметра навколо фактичного діаметра. Допуск 0,1 мм для втулки діаметром 15 мм означає, що діаметр має бути від 14,9 до 15,1 мм.
Якщо виміряний геометричний об’єкт виходить за межі допуску, ви можете скористатися параметрами «Не в положенні» , «Неправильний розмір » і «Кісно» на вкладці « Дія », щоб наказати верстату припинити обробку та відобразити повідомлення на контролері.
Орієнтація інструменту
Виберіть опцію, щоб визначити орієнтацію зонда.
висоти
Різні висоти для зонда.
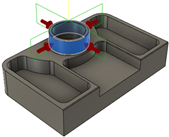
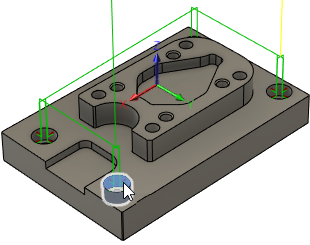
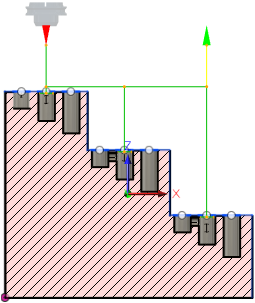
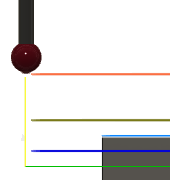
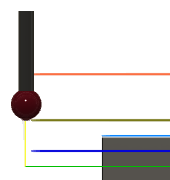
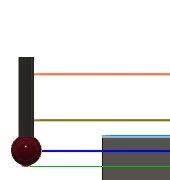
Висота зазору
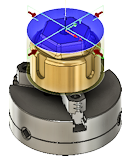
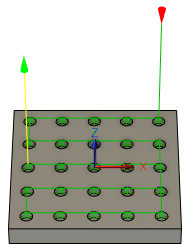
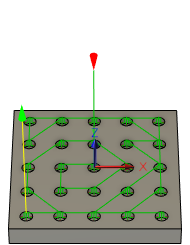
Перша висота, на яку рухається зонд на шляху до початку зондування, і точка, до якої він повертається після завершення процесу. Ця позиція може бути визначена з посиланням на запас, модель, інший еталон або вибрану користувачем позицію. Висота вказана помаранчевим кольором.
Від визначає контрольну висоту :
- Висота втягування: поступове зміщення від висоти втягування .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Верхня частина запасу: поступове зміщення від верхньої частини запасу .
- Дно запасу: поступове зміщення від дна запасу .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Верхня поверхня зондування: поступове зміщення від верхньої частини найнижчої вибраної поверхні.
- Початкова точка (абсолютна): Абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зсув — це зміщення відносно виділення «Від» . Введіть значення або перетягніть помаранчеву висоту на полотні.
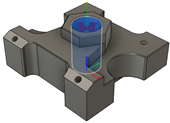
Висота втягування
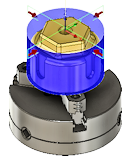
Встановлює проміжну висоту між положеннями Clearance Height і Bottom Height , які використовуються між рухами вимірювання. Якщо цикл зондування потребує зондування в кількох місцях, це висота, на яку зонд переміщується між зондуваннями. Висота показана темно-зеленим кольором.
From визначає еталон для Retract Height :
- Висота зазору: поступове зміщення від висоти зазору .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Верхня частина запасу: поступове зміщення від верхньої частини запасу .
- Дно запасу: поступове зміщення від дна запасу .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Верхня поверхня зондування: поступове зміщення від верхньої частини найнижчої вибраної поверхні.
- Початкова точка (абсолютна): Абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зсув — це зміщення відносно виділення «Від» . Введіть значення або перетягніть темно-зелену висоту на полотні.
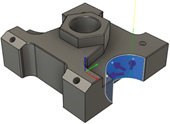
Висота дна
Визначає справжню глибину зондування. Це положення до точки контакту зонда, а не до нижньої частини кінчика зонда. За замовчуванням зонд сферичного (кулькового) типу зсувається вгору на його радіус. Висота показана синім кольором.
From визначає посилання для Bottom Height :
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Верхня частина запасу: поступове зміщення від верхньої частини запасу .
- Дно запасу: поступове зміщення від дна запасу .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Верхня поверхня зондування: поступове зміщення від верхньої частини найнижчої вибраної поверхні.
- Початкова точка (абсолютна): Абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зсув — це зміщення відносно виділення «Від» . Введіть значення або перетягніть висоту на полотні.
Поза позицією
Коли ввімкнуто, наказує верстату припинити обробку та відобразити повідомлення на контролері, коли положення геометричного елемента виходить за межі допуску.
Неправильний розмір
Коли ввімкнуто, наказує верстату припинити обробку та відобразити повідомлення на контролері, коли розмір геометричного елемента виходить за допустимі межі.
Косо
Коли ввімкнуто, наказує верстату припинити обробку та відобразити повідомлення на контролері, коли кут геометричного елемента виходить за допустимі межі.
Оновити інструмент Wear
Визначає, чи оновлювати компенсацію зносу інструменту, збережену в контролері верстата.
Виберіть, щоб оновити компенсацію.
Зніміть вибір, щоб не оновлювати компенсацію.
Інструменти зношуються в міру використання. Фізичний розмір інструменту стає меншим, а край різця затуплюється, що спричиняє відхилення. Оновлення компенсації запобігає зносу інструменту, завдяки чому подальші операції обробки залишаються точними.
Операція
Еталонна операція обробки, яка використовується для оновлення компенсації зносу інструменту.
У браузері виберіть операцію обробки, інструмент якої потрібно оновити. Це має бути операція, яка щойно обробила функцію, яку ви досліджуєте.
Мінімальний поріг оновлення
Найменше відхилення в інструменті, вище якого оновлюється компенсація зносу інструменту.
Введіть позитивне значення. Наприклад, значення 0,05 мм означає, що знос інструменту оновлюється лише тоді, коли відхилення інструменту становить 0,05 мм або більше. Значення нуль завжди оновлює компенсацію.
Виправлення помилок %
Наскільки оновлюється компенсація зносу інструменту, у відсотках від відхилення інструменту.
Введіть значення від 0 до 100. Наприклад, якщо відхилення інструменту становить 0,05 мм, а виправлення помилки становить 80%, компенсація зносу інструменту оновлюється як 0,04 мм.
Роздрукувати результати
Коли ввімкнено, відображає результати вимірювання на контролері верстата. Результати також можна вивести у файл результатів, створений машиною, який можна імпортувати у Fusion 360.
За замовчуванням результати розділені за допомогою інкрементної системи нумерації. Номер функції збільшується, а номер деталі – ні. Це корисно під час зондування кількох граней на одній деталі.
Виберіть «Збільшити компонент» , щоб збільшити номер частини в результатах, скинувши номер функції. Це корисно під час зондування одного обличчя на кількох частинах.
Орігінал сторінки: Probe Geometry reference