Посилання на параметри
Виберіть «Такий самий діаметр».
Поставте цей прапорець, щоб автоматично вибирати всі отвори такого ж діаметру, що й отвір, вибраний у полі вибору.
Приклад: щоб просвердлити один отвір 6 мм / 1/4" і всі отвори 12 мм / 1/2", спочатку виберіть отвір 6 мм / 1/4", а потім виберіть один із отворів 12 мм / 1/2". , а потім позначте опцію «Вибрати однаковий діаметр» .
Використання цієї опції є асоціативним для моделі. Якщо пізніше будуть додані додаткові отвори з таким самим діаметром, регенерація операції автоматично включає додані отвори в цикл свердління.
Автоматичне об’єднання сегментів отворів
Під час свердління отвору з кількома сегментами ввімкніть автоматичне включення сусідніх сегментів.
Період проживання
Час перебування в секундах.
Якщо вказати час затримки, усі рухи осі зупиняються на певний час, у той час як шпиндель продовжує обертатися зі вказаною частотою обертання. Це можна використовувати для того, щоб переконатися, що стружка очищається перед витягуванням з отвору, і зазвичай покращує обробку отвору.
Зазвичай достатньо часу перебування від 1/4 секунди до 1 секунди.
Приклад: щоб затриматися на 1/4 секунди, вкажіть 0,25 або 1/4 у цьому полі.
Під час постобробки циклу свердління час витримки вказується як один із параметрів циклу свердління (зазвичай P), і в більшості випадків він виводиться в мілісекундах (мс).
 Час витримки в G82 становить 250 мс
Час витримки в G82 становить 250 мс
Під час проводки з використанням розширених циклів час витримки виводиться як звичайна команда витримки (G4).
Щоб обчислити мінімальний час витримки, який забезпечує принаймні один повний оберт, використовуйте значення 60, поділене на швидкість шпинделя.
Приклад: при 350 об/хв мінімальний час витримки має становити 60/350 = 0,171 с (який можна округлити до 0,2 с).
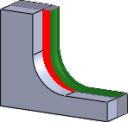
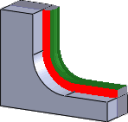
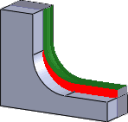
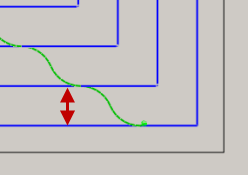
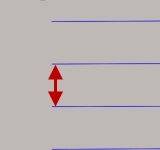
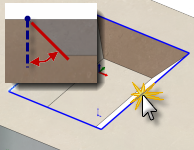
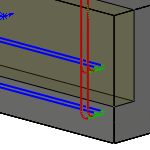
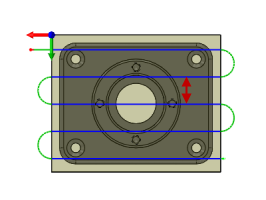
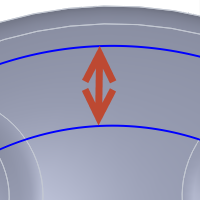
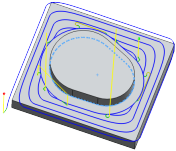
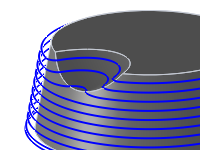
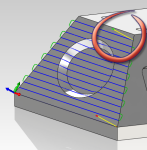
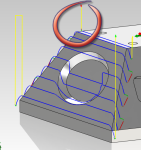
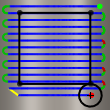
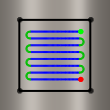
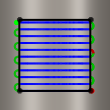
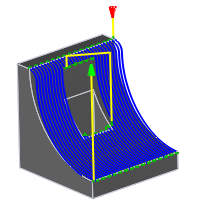
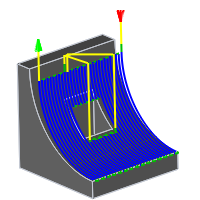
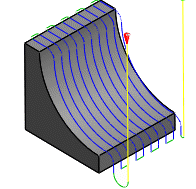
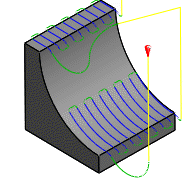
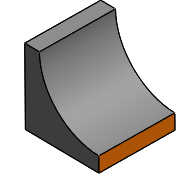
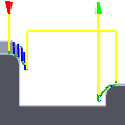
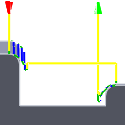
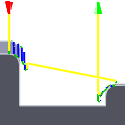
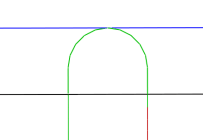
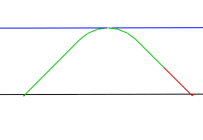
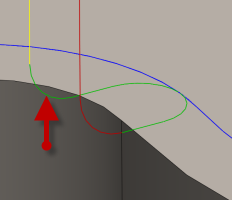
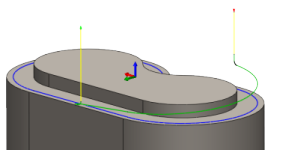
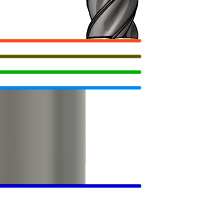
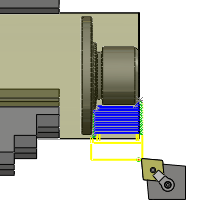
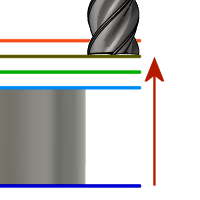
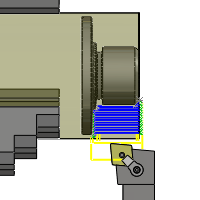
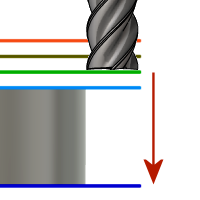
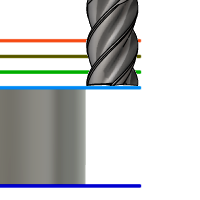
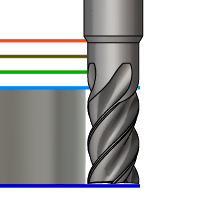
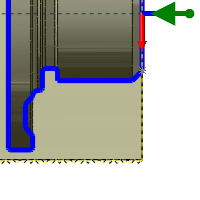
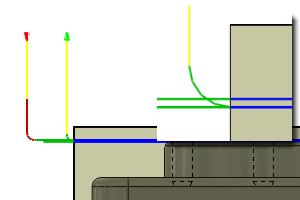
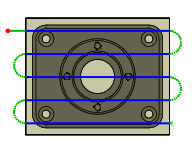
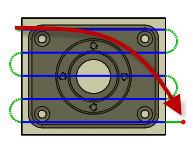
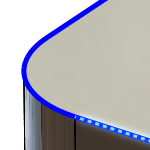
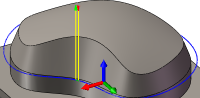
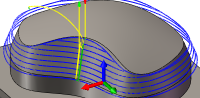
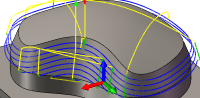
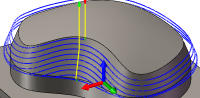
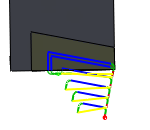
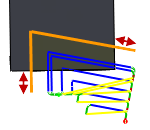
Фінішне перекриття
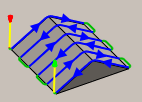
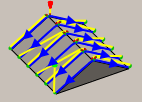
Фінішне перекриття — це відстань, яку інструмент проходить поза точкою входу перед тим, як вийти.
Встановлення фінішного нахлеста гарантує належне очищення матеріалу в точці входу.
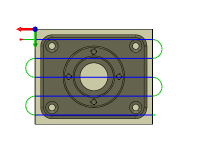
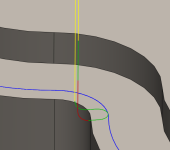 Без чистового перекриття
Без чистового перекриття
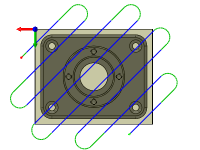
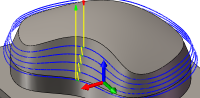
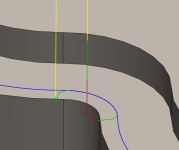 0,25" фінішне перекриття
0,25" фінішне перекриття
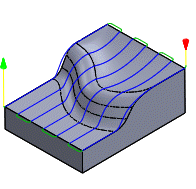
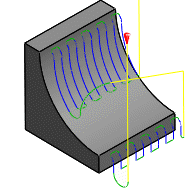
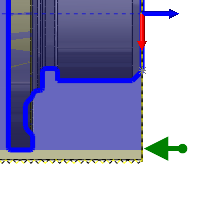
Використовуйте тонку стінку
Під час фрезерування деталей із товщиною стінок, порівнянною з листовим металевим листом або навіть тоншим, заготовка піддається зусиллям, створеним видаленням металу. Це може призвести до тонкої структури тонких стінок, що рухаються відносно інструменту, що ускладнює підтримку точності розмірів і надання заданої якості поверхні.
Цю опцію можна використовувати для зменшення вібрації та тріскотіння, гарантуючи, що обидві сторони тонкої стінки обробляються одночасно.
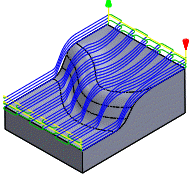
Тонка ширина стіни
Ширина стін, яку слід вважати тонкими стінами .
Будь-яка стіна такої чи меншої ширини обробляється одночасно з обох сторін, щоб зменшити вібрацію та стукіт.
Напрямок
Параметр напряму дозволяє контролювати, чи Fusion 360 має намагатися підтримувати фрезерування Climb або Standard .
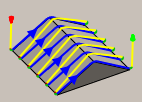 Підйом
Підйом
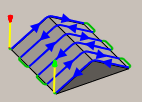 Обидва шляхи
Обидва шляхи
Підйом
Виберіть Climb , щоб обробляти всі проходи в одному напрямку. Коли використовується цей метод, Fusion 360 намагається використовувати фрезерування підйому відносно вибраних меж.
звичайний
Це змінює напрямок траєкторії інструменту на протилежний порівняно з налаштуванням Climb , щоб створити звичайну траєкторію фрезерування.
Обидва шляхи
Якщо вибрано «Обидва способи» , Fusion 360 не враховує напрямок обробки та пов’язує проходи з напрямками, які призводять до найкоротшої траєкторії.
Напрямок
Визначає, чи матеріал видаляється за допомогою звичайного фрезерування чи фрезерування з підйомом або комбінації обох.
 Традиційне фрезерування
Традиційне фрезерування
 Підйом фрезерування
Підйом фрезерування
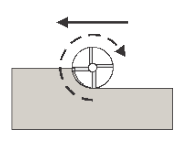
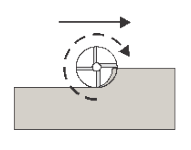
Підйом проти звичайного фрезерування
Фрезерні інструменти просуваються крізь матеріал так, що ріжучі канавки зачіпають матеріал на максимальній товщині, а потім зменшуються до нуля. Це називається Climb Milling .
Різання в протилежному напрямку змушує інструмент зачерпувати матеріал, починаючи з нульової товщини і збільшуючи її до максимальної. Це називається звичайним фрезеруванням .
Звичайне фрезерування часто використовується на ручних верстатах, оскільки люфт у ходових гвинтах верстата спричиняє хитання інструменту під час різання на підйомі. Це не проблема на верстатах з ЧПК, оскільки вони використовують кулькові гвинти.
Звичайне фрезерування спричиняє тертя інструмента об ріжучу поверхню, зміцнення матеріалу, виділення тепла та збільшення зносу інструменту. Згрібання стружки по готовій поверхні також призводить до погіршення якості поверхні.
Якщо спеціально не рекомендовано виробником інструменту для матеріалу, що фрезерується, завжди використовуйте фрезерування по висоті на ЧПК. Поворотне фрезерування створює набагато менший тиск і тепло при різанні, забезпечує кращу обробку поверхні та збільшує термін служби інструменту.
Запас для відпустки
 Позитивний
Позитивний
Позитивний запас до відходу – кількість запасу, що залишилася після операції, яка буде видалена наступними операціями чорнової чи чистової обробки. Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу.
 Жодного
Жодного
Немає залишків – видаліть увесь зайвий матеріал до обраної геометрії.
 Негативний
Негативний
Негативний запас для відходу – видаляє матеріал за межі поверхні або межі деталі. Ця техніка часто використовується в електродній обробці, щоб забезпечити іскровий проміжок або відповідати вимогам допуску деталі.
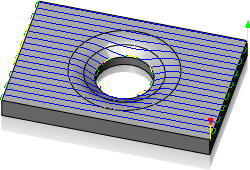
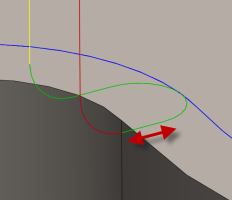
Радіальний (стінний) шток залишити
Параметр «Радіальний запас до відходу» контролює кількість матеріалу, який потрібно залишити в радіальному (перпендикулярному до осі інструменту) напрямку, тобто збоку від інструмента.
 Радіальний приклад залишити
Радіальний приклад залишити
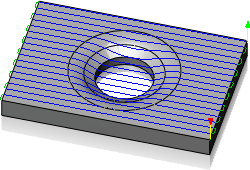
 Радіальний і осьовий приклад залишити
Радіальний і осьовий приклад залишити
Вказівка позитивного радіального запасу для відпустки призводить до того, що матеріал залишається на вертикальних стінках і крутих ділянках деталі.
Для поверхонь, які не зовсім вертикальні, Fusion 360 інтерполює між осьовою (підлогою) і радіальною опорою, щоб залишити значення, тому площа, залишена в радіальному напрямку на цих поверхнях, може відрізнятися від зазначеного значення, залежно від нахилу поверхні та осьової поверхні. запас залишити значення.
Зміна радіальної заготовки для виходу автоматично встановлює осьову заготовку для виходу на ту саму величину, якщо ви не введете вручну осьову заготовку для виходу.
Для фінішної обробки значення за замовчуванням становить 0 мм / 0 дюймів, тобто не залишається матеріалу.
Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу, який потім можна видалити за допомогою однієї чи кількох чистових операцій.
Від’ємний запас залишити
У разі використання негативної заготівлі для виходу операція механічної обробки видаляє з вашої заготівлі більше матеріалу, ніж форма вашої моделі. Це можна використовувати для обробки електродів з іскровим проміжком , де розмір іскрового проміжку дорівнює негативному запасу, який залишився.
Як радіальний, так і осьовий запас, який потрібно залишити, можуть бути від’ємними числами. Однак від'ємний радіальний приклад, який потрібно залишити, повинен бути меншим за радіус інструменту.
У разі використання кулькового або радіусного різця з від’ємною радіальною заготовкою для виходу, яка перевищує радіус кута, від’ємна осьова заготовка для виходу має бути меншою або дорівнювати радіусу кута.
Осьовий (підлоговий) запас для відпустки
Параметр Axial Stock to Leave контролює кількість матеріалу, який потрібно залишити в аксіальному (вздовж осі Z) напрямку, тобто на кінці інструмента.
 Осьовий приклад залишити
Осьовий приклад залишити
Як радіальний, так і осьовий приклад залишити
Вказівка позитивного осьового запасу для відпустки призводить до того, що матеріал залишається на неглибоких ділянках деталі.
Для поверхонь, які не є абсолютно горизонтальними, Fusion 360 інтерполює між осьовою та радіальною (стінною) опорою, щоб залишити значення, тому опора, що залишилася в осьовому напрямку на цих поверхнях, може відрізнятися від указаного значення залежно від нахилу поверхні та радіальної опори залишити значення.
Зміна радіальної заготовки для виходу автоматично встановлює осьову заготовку для виходу на ту саму величину, якщо ви не введете вручну осьову заготовку для виходу.
Для фінішної обробки значення за замовчуванням становить 0 мм / 0 дюймів, тобто не залишається матеріалу.
Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу, який потім можна видалити за допомогою однієї чи кількох чистових операцій.
Від’ємний запас залишити
У разі використання негативної заготівлі для виходу з обробки вилучається більше матеріалу з заготовки, ніж за формою моделі. Це можна використовувати для обробки електродів з іскровим проміжком , де розмір іскрового проміжку дорівнює негативному запасу, який залишився.
Як радіальний, так і осьовий запас, який потрібно залишити, можуть бути від’ємними числами. Однак, якщо використовується кульковий або радіусний різець із від’ємною радіальною заготовкою, яка більше кутового радіуса, від’ємна осьова заготовка має бути меншою або дорівнювати радіусу кута.
Геометрія
Дозволяє вибирати позиції свердління з точок (вершини, точки ескізу тощо), ескізів, що містять точки, дуг (ескіз або суцільні ребра) або циліндричних граней.
Видаліть повторювані отвори
Вказує, що повторювані отвори слід видалити.
Порядок за глибиною
Вказує, що отвори мають бути впорядковані за збільшенням або зменшенням Z-рівня.
Порядок за областями
Траєкторії впорядковані за площею, а не за глибиною.
Оптимізація порядку
Вказує, що отвори слід замовляти таким чином, щоб відстань обробки була мінімізованою.
Наконечник свердла через дно
Увімкніть, щоб наконечник інструмента повністю просвердлив дно.
Глибина прориву
Визначає, наскільки інструмент просвердлює дно отвору, щоб забезпечити наскрізне різання.
Тип циклу
Тип циклу свердління.
Fusion 360 забезпечує ряд попередньо визначених (стандартних) циклів свердління.
Вибір циклу свердління визначає, які параметри можна вказати для операції свердління.
- Свердління – швидке свердління – регулярне свердління рекомендовано для свердління отворів глибиною менше ніж утричі діаметра інструменту.
- Розточування – зупинка та швидке виведення – Збільшує один кінець попередньо просвердленого отвору, збільшений кінець зазвичай закінчується плоскою внутрішньою частиною. Зупинка використовується для покращення обробки отвору.
- Зламування стружки – часткове втягування – свердлить отвори глибиною, що втричі або вчетверо перевищує діаметр інструмента, періодично втягуючи інструмент, щоб очистити стружку та/або залити отвір охолоджуючою рідиною. Це також відоме як свердління Пека .
- Глибоке свердління – повне втягування – свердлить отвори глибиною, що втричі або вчетверо перевищує діаметр інструмента, періодично втягуючи інструмент із отвору, щоб очистити стружку та/або залити отвір охолоджуючою рідиною. Це також відоме як свердління Пека .
- Прорив — дозволяє зменшити подачу та швидкість перед пробиванням отвору.
- Кероване глибоке свердління – пістолетне свердління – стандартне пістолетне свердло має одну ефективну ріжучу кромку. Ця унікальна геометрія головки відрізняється від звичайного спірального свердла. Під час свердління напрямні накладки полірують отвір, дозволяючи отвору зберігати прямість. Результатом цієї діяльності є дуже круглий отвір із точним діаметром, який також може створювати глибокі прямі отвори в різноманітних матеріалах.
- Нарізування різьблення – нарізання правої або лівої внутрішньої різьби в круглому отворі багатоточковим інструментом.
- Ліворуч – мітчик, який обертається проти годинникової стрілки, коли він входить в отвір для нарізання різьби.
- Праве нарізування – мітчик, який обертається за годинниковою стрілкою, коли він входить в отвір для нарізання різьби.
- Нарезание різьби зі стружколомом – Нарізування різьбою зі стружколомом.
- Розгортання – Розгортання (стиль G85) з подачею назовні.
- Розточування – розточування з перебуванням у нижній частині та подачею.
- Стопорне розточування – розточування (стиль G86) з упором шпинделя внизу та швидким виходом.
- Тонке розточування – Тонке розточування зі зміщенням від боку отвору.
- Back-boring – Розточування зі спини.
- Кругове фрезерування кишень
- Фрезерування отвору
- Різьбофрезерування
- Зонд — використовується для вимірювання елемента деталі за допомогою зонда або використання макросів із машини для визначення WCS. Потребує спеціального поводження в постпроцессорах залежно від машини.
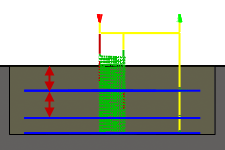
Глибина клювання
Встановлює глибину для першого руху клювання, яке занурюється всередину та назовні матеріалу, щоб очистити та розбити стружку.
Зменшення глибини розкльовування
Величина, на яку зменшується глибина клювання за кожне клювання.
Мінімальна глибина клювання
Мінімально допустима глибина розкльовування.
Накопичена глибина клювання
Визначає глибину клювання, яка змушує повне втягування.
Відстань відламування стружки
Під час операції дроблення стружки свердло відступає на певну відстань після просування в отвір, щоб запобігти заїданню стружки.
Затримка перед відкликанням
Вмикає затримку перед клюванням, втягується для проріджування стружки. Це може значно збільшити підйом інструмента залежно від матеріалу, що обробляється.
Нудна зміна
Встановлює відстань, на яку розточувальний інструмент відходить від стінки траєкторії інструменту перед тим, як втягнутися, щоб запобігти жолобленню. Ця опція стосується лише циклів свердління свердлінням.
Напрям компенсації
Визначає напрямок компенсації.
Бокова компенсація
Визначає напрямок компенсації.
- Ліворуч (фрезерування підйому)
- Справа (звичайне фрезерування)
Тип компенсації
Визначає тип компенсації.
- У комп’ютері – компенсація інструменту розраховується автоматично CAM на основі вибраного діаметра інструменту. Вихідні дані після обробки містять безпосередньо компенсований шлях замість кодів G41/G42.
- У управлінні – компенсація інструменту не розраховується, а виводяться коди G41/G42, щоб дозволити оператору встановити величину компенсації та знос на контролі верстата.
- Wear (Зношеність) – працює так, ніби було вибрано In computer , але також виводить коди G41/G42. Це дозволяє оператору верстата регулювати знос інструменту на панелі керування верстатом, ввівши різницю в розмірі інструменту як від’ємне число.
- Зворотний знос – ідентичний параметру зносу , за винятком того, що коригування зносу вводиться як додатне число.
Максимальний крок
Визначає максимальне значення кроку.
Максимальний горизонтальний крок
Визначає максимальний горизонтальний крок між проходами.
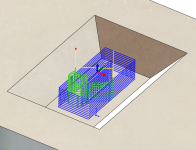
 Адаптивне очищення
Адаптивне очищення
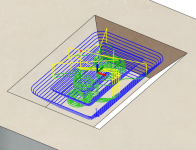
 Застаріле 2D очищення
Застаріле 2D очищення
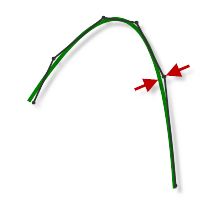
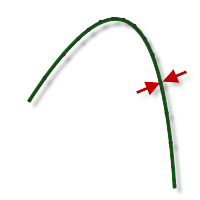
Згладжування відхилення
Максимальна кількість згладжування, що застосовується до чорнових проходів. Використовуйте цей параметр, щоб уникнути гострих кутів на траєкторії.
Відхилення кута
Максимальне кутове відхилення. Використовуйте цей параметр, щоб уникнути гострих кутів на траєкторії.

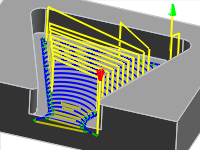
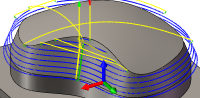
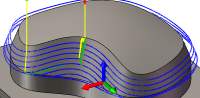
Фінішні пропуски
Дозволяє виконувати чистові проходи за допомогою бічної частини інструменту.
 З фінішними пасами
З фінішними пасами
 Без фінішних передач
Без фінішних передач
Кількість фінішних проходів
Визначає кількість фінішних проходів.
 Показано з трьома фінішними проходами
Показано з трьома фінішними проходами
Переступити
Максимальна відстань між чистовими проходами.
Веде на всіх фінішних проходах
Забезпечує повне відведення та відведення під час кожної фінішної передачі.
 Увімкнено
Увімкнено
 Вимкнено
Вимкнено
Повторити фінішний пас
Увімкніть виконання останнього фінішного проходу двічі, щоб видалити заготовку, що залишилася через відхилення інструменту.
Кілька глибин
Вказує, що потрібно взяти кілька глибин.
 З розрізами різної глибини
З розрізами різної глибини
 Без багаторазових порізів
Без багаторазових порізів
Максимальне зниження чорнової обробки
Визначає максимальний крок вниз між Z-рівнями.
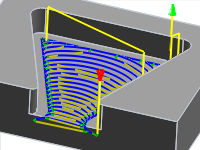
Завершення кроків
Кількість чистових проходів з використанням нижньої частини інструменту.
 Показано з трьома фінішними проходами
Показано з трьома фінішними проходами
Завершення Stepdown
Розмір кожного кроку в фінішних пасах.
 Завершення кроку вниз
Завершення кроку вниз
Кут конусності стіни (град)
Визначає кут конусності стін.
Визначення кута нахилу можна використовувати для обробки елементів за допомогою 2D-стратегії, яка в іншому випадку потребувала б 3D-стратегії.
 Кут нахилу @ 0 градусів
Кут нахилу @ 0 градусів
 Кут нахилу @ 45 градусів
Кут нахилу @ 45 градусів
Вибір геометрії
 Вибір знизу
Вибір знизу
 Кращий вибір
Кращий вибір
Завершення лише на кінцевій глибині
Виконуйте чистові проходи тільки на кінцевій глибині, щоб не залишити слідів на стінах.
 Вимкнено
Вимкнено
 Увімкнено
Увімкнено
Грубий фінал
Увімкніть застосування фінішного кроку вниз до кожного чорнового/чистового проходу під час виконання кількох глибин з одним або кількома чистовими кроками.
Толерантність
Допуск на обробку — це сума допусків, які використовуються для формування траєкторії інструменту та тріангуляції геометрії. Будь-які додаткові допуски фільтрації необхідно додати до цього допуску, щоб отримати загальний допуск.
 Вільна толерантність .100
Вільна толерантність .100
 Жорстка толерантність .001
Жорстка толерантність .001
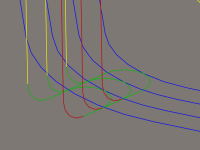
Керування контурним рухом верстата з ЧПК здійснюється за допомогою команд лінії G1 і дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії інструментів сплайнів і поверхонь шляхом їх лінеаризації; створення багатьох коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Перші два не становлять великої проблеми, оскільки Fusion 360 обчислює дуже швидко, а більшість сучасних елементів керування мають принаймні 1 МБ оперативної пам’яті. Однак короткі переміщення ліній у поєднанні з високою швидкістю подачі можуть призвести до явища, відомого як брак даних.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на нових машинах, таких як система керування Haas Automation. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
Кілька фінішних проходів
Дозволяє виконувати кілька чистових проходів.
Фінішне згладжування відхилення
Максимальна кількість згладжування, нанесена на фінішні проходи. Використовуйте цей параметр, щоб уникнути гострих кутів на траєкторії. Встановлення цього параметра залишає більше запасу, ніж потрібно, на кутах контуру.
Чорнові проходи
Дозволяє виконувати чорнові проходи.
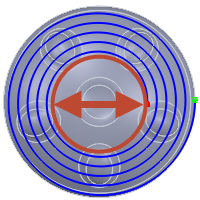
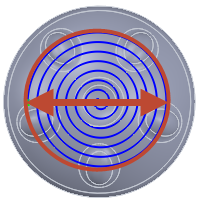
Переступити
Визначає горизонтальний крок між проходами. За замовчуванням це значення становить 95% діаметра фрези мінус радіус кута інструмента.
 Горизонтальний перехід
Горизонтальний перехід
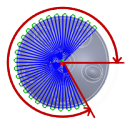
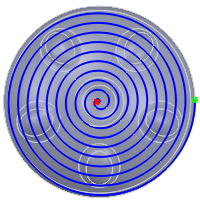
Спіральний степовер
Визначає радіальний крок між проходами. Система за замовчуванням заснована на 50% діаметра фрези.
 Спіральний крок
Спіральний крок
Переступити
Перехід між проходами вимірюється вздовж поверхні.
Ширина фаски
(Додаткова) ширина фаски.
Для країв, які ще не скошені, це остаточна ширина фаски.
Для скошених країв це додаткове зміщення; подібно до використання негативного радіального запасу для виходу.
Зміщення кінчика фаски
Це додається до глибини траєкторії інструменту, утримуючи інструмент у контакті з вибраною кромкою шляхом регулювання радіального зсуву траєкторії інструменту.
Передайте напрямок
Визначає напрямок проходів.
 Напрямок проходу @ 0?
Напрямок проходу @ 0?
 Напрямок пропуску @ 45?
Напрямок пропуску @ 45?
Пас Розширення
Відстань для розширення проходів за межі обробки.
 Подовження пропуску
Подовження пропуску
Дно
Максимальна глибина різання.
Топ
Визначає верхню частину запасу.
Оптимальне навантаження
Визначає рівень залучення, який мають підтримувати адаптивні стратегії.
Високошвидкісне очищення траєкторії
Застарілий шлях очищення
Відхилення навантаження
Максимальне відхилення від оптимального навантаження інструменту. Навантаження ніколи не перевищує оптимальне навантаження плюс відхилення.
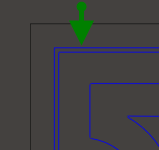
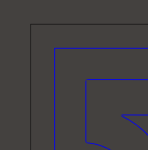
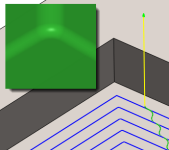
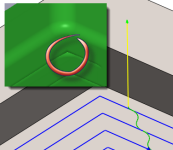
Мінімальний радіус різання
Визначає найменший радіус траєкторії інструменту для створення в гострому куті. Мінімальний радіус різання створює змішування всіх внутрішніх гострих кутів.
Силове попадання інструменту в гострий кут або кут, радіус якого дорівнює радіусу інструмента, може призвести до тріскотіння та спотворення поверхні.
 |
 |
|
| Встановіть на нуль – траєкторія інструменту примусово проникає у всі внутрішні гострі кути. | Встановіть значення 0,07 дюйма – траєкторія інструменту матиме суміш радіусу 0,070 у всіх гострих кутах. |
Прекрасний крок вниз
Визначає тонкий крок вниз для проміжних кроків. Ці ступені спрямовані вгору в напрямку осі інструменту.
Круглі стіни
Увімкнути округлення екструдованих стін.
Машинні порожнини
Увімкнути обробку внутрішньої сторони вибраних замкнутих контурів.
Вимкніть обробку зовнішньої сторони виділених замкнутих контурів.
Відкриті контури можна вказати лише тоді, коли цей параметр увімкнено.
 Машинні порожнини включені
Машинні порожнини включені
 Порожнини машини відключені
Порожнини машини відключені
Машинні порожнини
Якщо ввімкнено, стратегія розповсюджується на кишені та обробляє їх.
Якщо вимкнено, стратегія обробляє лише ззовні всередину, а кишені не обробляються.
Ручний крок
Увімкніть налаштування кроку вручну.
Мінімальний крок
Визначає мінімальний крок.
Запобігайте порізам на всю ширину
Вказує, що слід уникати розрізів на всю ширину.
Максимальне залучення інструменту
Визначає максимальне залучення інструменту для різання по всій ширині.
Максимальний трохоїдальний радіус
Визначає максимальний трохоїдальний радіус.
Обробка дрібних ділянок
Вказує на те, що додаткові Z-рівні повинні бути розрізані на дрібних ділянках. Наступні два зображення показані з 3D Contour.
 Вимкнено
Вимкнено
 Увімкнено
Увімкнено
Мінімальний неглибокий крок вниз
Цей параметр контролює мінімальний дозволений крок вниз між додатковими Z-рівнями. Воно має перевагу над значенням максимального дрібного кроку .
Максимальний неглибокий крок
Цей параметр контролює перехід, який використовується для виявлення областей, де слід вставити додаткові Z-рівні. Якщо звичайний крок вниз призводить до переходу більше, ніж це значення, додаткові рівні вставляються, доки не буде досягнуто кроку або мінімального кроку вниз.
Виявлення плоскої області
Якщо ввімкнено, стратегія намагається визначити висоту плоских ділянок і піків і обробляти їх на цих рівнях.
Якщо вимкнено, стратегія працює з точно вказаними кроками.
Мінімальний крок вниз
Використовується при виявленні рівних ділянок. Це найменший допустимий крок вниз.
Мінімальне осьове зачеплення
Увімкніть, щоб забезпечити постійне залучення принаймні однієї канавки під час її обертання під час проміжних кроків, щоб уникнути стукоту та зменшити знос інструменту.
Осьовий зсув
Визначає значення осьового зсуву для траєкторії вибраного контуру.
Кілька глибин
Дозволяє робити багаторазові глибинні різи.
Кілька глибин використовуються для створення кількох додаткових проходів зі зміщенням Z у багатьох стратегіях обробки 3D і корисні для видалення фіксованої кількості матеріалу за допомогою кількох проходів. Наступні зображення показані з 3D Parallel .
 Вимкнено
Вимкнено
 три падіння
три падіння
Максимальне зниження чорнової обробки
Визначає максимальний крок вниз між Z-рівнями для чорнової обробки.
 Максимальний крок вниз – показано без завершення кроків
Максимальний крок вниз – показано без завершення кроків
Кількість кроків
Визначає бажану кількість кроків вниз.
Надмірна товщина
Додаткова товщина, яка застосовується до інструменту для виявлення проходів вздовж галтелів з радіусом, що перевищує радіус інструмента.
Кут бітангенції
Кут у градусах, який використовується для виявлення проходів уздовж стіни або складки.
Обмеження кількості кроків
Якщо вимкнено, кількість кроків необмежена, а результатом є згорнута олівцева обробка всієї поверхні.
Посилання зсередини назовні
Увімкніть, щоб указати, чи зв’язування між проходами має виконуватися без спеціального впорядкування чи зв’язування має здійснюватися шляхом упорядкування внутрішніх проходів до зовнішніх.
Внутрішній/зовнішній напрямок
Визначає, чи рухається траєкторія інструменту назовні чи назовні. Вибір опції «Найкоротша відстань обробки » використовує суміш порядку для досягнення найкоротшої відстані обробки.
 Всередині > назовні
Всередині > назовні
 Зовні > всередині
Зовні > всередині
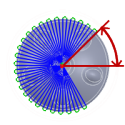
Кутовий крок
Кутовий крок в градусах між радіальними проходами.
Кут від
Радіальний початковий кут у градусах, виміряний від осі Х, якщо дивитися з WCS.
 З кута
З кута
Кут До
Радіальний кінцевий кут у градусах, виміряний від осі Х, якщо дивитися з WCS.
 Кутувати
Кутувати
Внутрішній радіус
Встановлює мінімальний внутрішній радіус. На наступних зображеннях показана траєкторія інструменту 3D Spiral .
 Без внутрішнього радіуса
Без внутрішнього радіуса
 Внутрішній радіус
Внутрішній радіус
Зовнішній радіус
Встановлює максимальний зовнішній радіус. На наступних зображеннях показана траєкторія інструменту 3D Spiral .
Без зовнішнього радіуса
 Зовнішній радіус
Зовнішній радіус
Ручний центр
Центр радіальних проходів.
За годинниковою стрілкою
Вказує, що спіраль рухається за годинниковою стрілкою.
Орієнтація інструменту
Замінює орієнтацію інструмента, визначену в налаштуваннях
Працює з усіма 2D і 3D операціями для керування програмуванням 3 + 2 осей.
 Увімкнено орієнтацію інструменту
Увімкнено орієнтацію інструменту
 Орієнтація інструменту вимкнена
Орієнтація інструменту вимкнена
Орієнтація інструменту
Визначає, як визначається орієнтація інструмента за допомогою комбінації параметрів орієнтації тріади та початку.
Розкривне меню «Орієнтація» містить такі параметри для встановлення орієнтації осей тріади X, Y та Z:
- Налаштувати орієнтацію WCS – використовує систему координат заготовки (WCS) поточного налаштування для орієнтації інструменту.
- Орієнтація моделі – використовує систему координат (WCS) поточної деталі для орієнтації інструменту.
- Виберіть вісь Z/площину та вісь X. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь X. Обидві осі Z і X можна повертати на 180 градусів.
- Виберіть вісь Z/площину та вісь Y. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі Z і Y можна повертати на 180 градусів.
- Виберіть осі X і Y. Виберіть грань або ребро, щоб визначити вісь X, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі X і Y можна повертати на 180 градусів.
- Вибір системи координат – встановлює певну орієнтацію інструмента для цієї операції на основі визначеної користувачем системи координат у моделі. Тут використовуються як початок, так і орієнтація існуючої системи координат. Використовуйте це, якщо ваша модель не містить відповідної точки та площини для вашої операції .
- Використовувати 4-осьову — для 4-осьової обробки цей параметр створює траєкторію інструменту за допомогою опорного радіуса та розгортання круглої частини для створення траєкторії інструменту.
Розкривне меню «Початок » пропонує такі параметри для визначення місця початку тріади:
- Початкова точка налаштування WCS – Використовує початкову систему координат заготовки (WCS) поточного налаштування для початкової точки інструменту.
- Початок моделі – використовує початок системи координат (WCS) поточної деталі для початку інструменту.
- Вибрана точка – виберіть вершину або ребро для початку тріади.
- Точка рамки запасу – виберіть точку на рамці обмеження запасу для початку тріади.
- Точка рамки моделі – виберіть точку на рамці обмежування моделі для початку тріади.
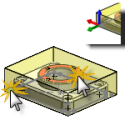
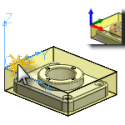
Орієнтація інструменту
Визначає спосіб визначення системи координат заготовки.
 Походження та орієнтація
Походження та орієнтація
Використовуйте початок і орієнтацію . Для визначення розташування WCS використовується точка ескізу або вершина штока, а для визначення орієнтації WCS використовується площина або плоска грань.
 Система координат
Система координат
Використовувати систему координат . Існуюча система координат користувача (UCS) використовується для визначення розташування та орієнтації WCS.
 Запас і орієнтація
Запас і орієнтація
Використовувати приклад і орієнтацію . Розташування на прикладі (приклад: Верхній центр) використовується для визначення розташування WCS, а плоска або плоска поверхня використовується для визначення орієнтації WCS.
Модель
Увімкніть, щоб змінити геометрію моделі (поверхні/тіла), визначену в налаштуваннях.
Включити модель налаштування
Увімкнено за замовчуванням, модель, вибрана в налаштуваннях, включається на додаток до поверхонь моделі, вибраних під час операції. Якщо вимкнути цей прапорець, траєкторія інструменту буде створена лише на вибраних під час операції поверхнях.
Геометрія
Виберіть будь-який елемент ескізу або спробуйте вибрати відкриті або закриті контури з моделі, щоб сформувати відкриті або закриті контури для обробки.
Геометрія
Тут можна вказати конкретні поверхні цільових частин.
- Модель налаштувань використовує всю доступну геометрію в деталі чи збірці, або як зазначено у створенні посилання на налаштування .
- Під час виділення використовуються лише вибрані тіла, грані або поверхні.
Зауважте, що тіла вибрано за замовчуванням.
Якщо замість цього ви хочете вибрати окремі обличчя, вам потрібно скористатися кнопкою «Вибрати інше» або змінити фільтр вибору, щоб вибрати лише обличчя.
Уникайте/доторкайтеся до поверхонь
Визначає поверхні, яких слід уникати. Якщо ввімкнено, траєкторії інструментів залишаються від вибраних поверхонь на певну відстань.
 Вимкнено
Вимкнено
 Увімкнено
Увімкнено
Уникайте/доторкайтеся до поверхні
Інструмент завжди знаходиться на такій відстані від вибраних поверхонь.
Сенсорні поверхні
Інвертує значення параметра «Уникати поверхонь» . Коли ввімкнуто, уникати поверхонь – це ті, яких потрібно торкатися в межах заданого зазору, а решту поверхонь уникати.
 Сенсорні поверхні
Сенсорні поверхні
Фрезерування вгору/вниз
Використовуйте цей параметр, щоб розбити кожен прохід на сегменти, щоб кожна деталь оброблялася лише за допомогою рухів вниз або вгору. Це корисно під час використання пластинчастих різців, які обмежені певним напрямком різання.
 Обидва
Обидва
 Фрезерування
Фрезерування
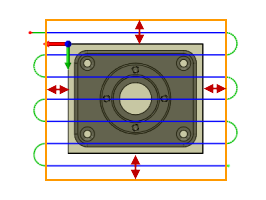
Межа обробки
Режим «Границі» визначає, як визначається межа траєкторії. На наступних зображеннях показано траєкторію 3D Radial .
 Приклад 1
Приклад 1
 Приклад 2
Приклад 2
Граничні режими:
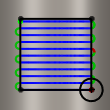
-
Немає – траєкторії обробляють весь запас без обмежень.
-
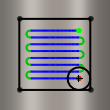
Обмежувальна рамка – містить траєкторії інструментів у межах рамки, визначеної максимальними розмірами деталі, якщо дивитися з WCS.
-
 Обмежувальна рамка
Обмежувальна рамка -
Силует — містить траєкторії інструментів у межах, визначених тінню частини, якщо дивитися з WCS.
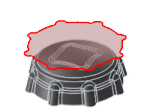 Силует
Силует -
Вибір — містить траєкторії інструментів у межах області, визначеної вибраною межею.
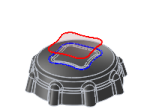 Вибір
Вибір
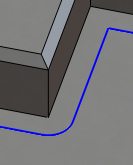
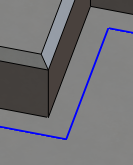
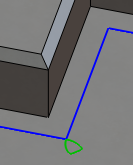
Контейнмент інструменту
Використовуйте блокування інструментів, щоб керувати положенням інструментів відносно вибраної межі або меж.
Всередині
Весь інструмент залишається всередині межі. У результаті вся поверхня, що міститься в межі, може не бути обробленою.
 Всередині
Всередині
центр
Межа обмежує центр інструмента. Цей параметр забезпечує обробку всієї поверхні всередині межі. Однак області за межами межі або меж також можуть бути оброблені.
 центр
центр
Ззовні
Траєкторія інструменту створюється всередині межі, але край інструмента може рухатися на зовнішньому краї межі.
 Ззовні
Ззовні
Щоб змістити граничне утримання, використовуйте параметр «Додаткове зміщення» .
Додаткове зміщення
Додаткове зміщення застосовується до вибраної межі/меж і обмеження інструменту.
Позитивне значення зсуває межу назовні, якщо тільки інструмент не містить Inside , у цьому випадку додатне значення зміщується всередину.
 Негативне зміщення з центром інструмента на межі
Негативне зміщення з центром інструмента на межі
 Без зміщення з центром інструмента на межі
Без зміщення з центром інструмента на межі
 Позитивне зміщення з центром інструмента на межі
Позитивне зміщення з центром інструмента на межі
Щоб переконатися, що край інструмента перекриває межу, виберіть метод зовнішнього утримання інструмента та вкажіть невелике позитивне значення.
Щоб переконатися, що край інструмента повністю вільний від межі, виберіть метод утримання інструмента всередині та вкажіть невелике позитивне значення.
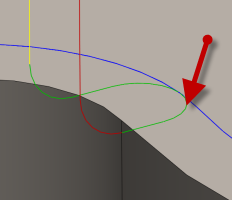
Межа контактної точки
Якщо ввімкнено, указує, що межа обмежує місце торкання інструмента деталі, а не розташування центру інструмента.
 Вимкнено
Вимкнено
 Увімкнено
Увімкнено
Різниця проілюстрована нижче на паралельній траєкторії з використанням кулькової фрези.
Вимкнено
Увімкнено
Тільки контакт
Контролює, чи генеруються траєкторії інструменту там, де інструмент не контактує з поверхнею обробки. Якщо вимкнено, траєкторії інструментів розширюються до меж утримування та через отвори в заготовці.
 Увімкнено
Увімкнено
 Вимкнено
Вимкнено
Схил
Містить траєкторії інструментів на основі діапазону заданих кутів.
 0? – 90?
0? – 90?
 0? – 45?
0? – 45?
 45? – 90?
45? – 90?
Обмеження кута нахилу визначається параметрами «Від кута нахилу» та «До кута нахилу» на вкладці «Геометрія» . Кути визначаються від 0? (горизонтальний) до 90? (вертикальний).
Обробляються лише ділянки, які дорівнюють або перевищують значення параметрів «Від кута нахилу» та «До кута нахилу» .
Більшість стратегій обробки 3D підтримують обмеження кута нахилу. Одним із способів обмеження нахилу є обмеження вибраної стратегії траєкторії до кутів, де вона працює найкраще. Наприклад, Parallel Finish краще підходить для мілководних ділянок, тоді як Contour Finish краще підходить для крутих ділянок.
Від кута нахилу
Від кута нахилу визначається від 0? (горизонтальної) площини. Обробляються лише ділянки, що дорівнюють або перевищують це значення.
 Кут нахилу від 0?
Кут нахилу від 0?
До кута нахилу
Кут нахилу визначається від 0? (горизонтальної) площини. Обробляються лише ділянки, що дорівнюють або менше цього значення.
 Кут нахилу до 90°
Кут нахилу до 90°
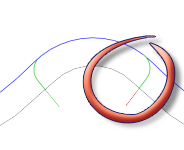
Політика відкликання
Контролює переміщення інструменту між проходами різання. На наступних зображеннях показано використання стратегії Flow .
- Повне відведення – повністю втягує інструмент на висоту відводу в кінці проходу, перш ніж переміститися вище початку наступного проходу.
- Мінімальне відведення – рухається прямо вгору до найменшої висоти, де інструмент очищає заготовку, плюс будь-яка визначена безпечна відстань.
- Найкоротший шлях – переміщує інструмент на найкоротшу можливу відстань по прямій лінії між шляхами.
Для верстатів з ЧПК, які не підтримують лінеаризовані швидкі рухи, постпроцесор можна модифікувати для перетворення всіх ходів G0 у рухи G1 з високою подачею. Зв’яжіться зі службою технічної підтримки, щоб отримати додаткову інформацію або вказівки щодо модифікації постпроцесорів, як описано.
Режим високої швидкості подачі
Визначає, коли швидкі рухи мають виводитися як справжні швидкі (G0), а коли – як рухи з високою швидкістю подачі (G1).
- Зберегти швидкий рух – усі швидкі рухи збережено.
- Зберігати осьовий і радіальний швидкий рух – швидкі рухи, що рухаються лише горизонтально (радіально) або вертикально (аксіально), виводяться як справжні швидкі.
- Зберігайте осьовий швидкий рух – лише швидкі рухи, що рухаються вертикально.
- Зберігайте радіальний швидкий рух – лише швидкі рухи, що рухаються горизонтально.
- Зберігати швидкий рух по одній осі – лише швидкі рухи, що рухаються по одній осі (X, Y або Z).
- Завжди використовуйте високу подачу – Виводить швидкі рухи, коли (висока подача) рухається G01 замість швидких рухів (G0)
Цей параметр зазвичай встановлюється для уникнення зіткнень на порогах на машинах, які виконують рухи "собачої ноги" на швидкості.
Висока швидкість подачі
Швидкість подачі для швидких рухів виводиться як G1 замість G0.
Дозволити швидке втягування
Якщо ввімкнено, відведення виконується швидкими рухами (G0). Вимкнення для примусового втягування на швидкості подачі на виході.
Безпечна відстань
Мінімальна відстань між інструментом і поверхнею деталі під час відводу. Відстань вимірюється після того, як було застосовано вихідний запас, тому, якщо використовується від’ємний запас, слід звернути особливу увагу на те, щоб безпечна відстань була достатньо великою, щоб запобігти будь-яким зіткненням.
Максимальна відстань перебування внизу
Визначає максимальну відстань, дозволену для рухів утримування.
 1" Максимальна відстань перебування внизу
1" Максимальна відстань перебування внизу
 2" Максимальна відстань перебування внизу
2" Максимальна відстань перебування внизу
Рівень збереження
Використовуйте це налаштування, щоб контролювати, коли залишатися внизу, а не виконувати втягування під час об’їзду перешкод. Як правило, вам потрібно, щоб адаптивна стратегія залишалася внизу, якщо ваш верстат з ЧПК виконує повільне втягування порівняно з великими рухами подачі. У таких випадках збільште значення рівня в спадному меню Stay-down level :. Значення збільшуються з кроком 10% із значенням «Найменше» — 0%, а «Найбільше » — 100%.
Встановіть мінімальний діаметр профілю
Це дозволяє встановити мінімальний діаметр профілю. Якщо площа обробки менша за вказаний мінімальний діаметр профілю, вона не обробляється.
Мінімальний діаметр профілю
Визначає мінімальну порожнину, яку потрібно вирізати.
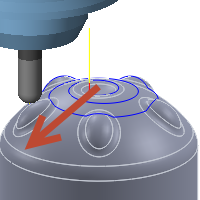
Напрямок
Параметр «Напрямок» дає змогу контролювати, чи Fusion 360 має намагатися підтримувати фрезерування Climb або Standard .
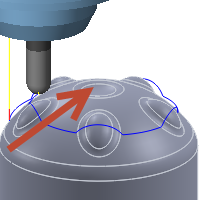
Підйом
Виберіть Climb , щоб обробляти всі проходи в одному напрямку. Коли використовується цей метод, Fusion 360 намагається використовувати фрезерування підйому відносно вибраних меж.
Підйом
звичайний
Це змінює напрямок траєкторії інструменту на протилежний порівняно з налаштуванням Climb , щоб створити звичайну траєкторію фрезерування.
звичайний
Використовуйте гвинтові дроти
Увімкніть використання спіральних рухів введення/виведення замість кругових рухів уведення/виведення.
Тримайте інструмент внизу
Якщо ввімкнено, стратегія уникає втягування, коли відстань до наступної зони нижча від зазначеної відстані.
Обидва шляхи
Якщо ввімкнено, проходи виконуються в обох напрямках. Вимкнути для примусової обробки лише підйомом.
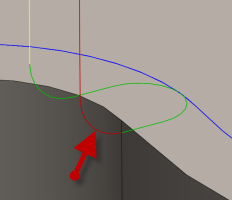
Початок (вхід)
Увімкнути, щоб створити введення.
 Привести в
Привести в
Горизонтальний вхідний радіус
Визначає радіус для горизонтальних початкових ходів.
 Горизонтальний ввідний радіус
Горизонтальний ввідний радіус
Початковий кут розгортки
Визначає розгортку вхідної дуги.
 Кут розгортки @ 90 градусів
Кут розгортки @ 90 градусів
 Кут розгортки @ 45 градусів
Кут розгортки @ 45 градусів
Лінійна початкова відстань
Визначає довжину лінійного початкового переміщення, для якого активується компенсація радіуса в контролері.
 Лінійна вхідна відстань
Лінійна вхідна відстань
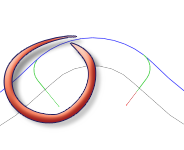
Перпендикулярний
Замінює тангенціальні розширення дуг вводу/виводу рухом, перпендикулярним до дуги.
 Показано з перпендикулярним входом/виходом
Показано з перпендикулярним входом/виходом
Приклад: свердловина, яка має максимально великі дуги (чим більша дуга, тим менша ймовірність появи мітки затримки), і де дотична лінійна операція неможлива, оскільки вона простягається в бік свердловини.
Вертикальний радіус введення
Радіус вертикальної дуги, що згладжує переміщення входу, коли вона йде від ходу входу до самої траєкторії інструменту.
 Вертикальний радіус введення
Вертикальний радіус введення
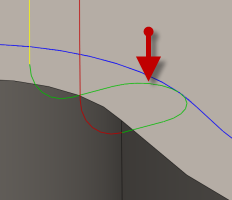
Вивід (Вихід)
Увімкнути для створення виводу.
 Виведення
Виведення
Те саме, що Lead-In
Вказує, що визначення виведення має бути ідентичним визначенню введення.
Горизонтальний вивідний радіус
Визначає радіус для горизонтальних вихідних ходів.
 Горизонтальний радіус виведення
Горизонтальний радіус виведення
Кут розгортки на виході
Визначає розгортку вихідної дуги.
Лінійна вихідна відстань
Визначає довжину лінійного виведення, для якого потрібно вимкнути компенсацію радіуса в контролері.
 Лінійна вихідна відстань
Лінійна вихідна відстань
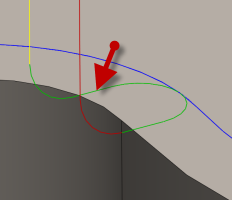
Перпендикулярний
Замінює тангенціальні розширення дуг вводу/виводу рухом, перпендикулярним до дуги.
Показано з перпендикулярним входом/виходом
Приклад: свердловина, яка має максимально великі дуги (чим більша дуга, тим менша ймовірність появи мітки затримки), і де дотична лінійна операція неможлива, оскільки вона простягається в бік свердловини.
Вертикальний радіус виведення
Визначає радіус вертикального виведення.
 Вертикальний радіус виведення
Вертикальний радіус виведення
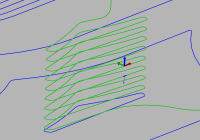
Пандус
Увімкніть пандуси.
 Показано з кутом нахилу 15 градусів
Показано з кутом нахилу 15 градусів
Тип рампи
Визначає, як фреза рухається вниз для кожної глибини пропилу.
 Передсвердлити
Передсвердлити
Щоб використовувати опцію попереднього свердління, необхідно визначити місце(я) попереднього свердління.
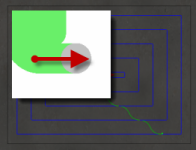
 Занурення
Занурення
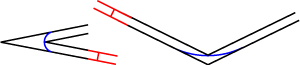
 Зиг-заг
Зиг-заг
Зверніть увагу на плавні переходи типу зигзаг.
 Профіль
Профіль
 Гладкий профіль
Гладкий профіль
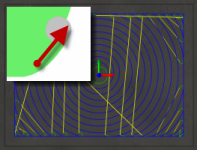
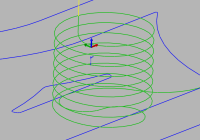
 Спіраль
Спіраль
Тип переходу
Визначає тип з’єднання між проходами.
- Відсутність контакту – кроки вбік не з'єднані один з одним на одному Z-рівні, а з'єднані рухом відведення.
- Пряма лінія – простіші прямі з’єднання за допомогою прямих ліній.
- Найкоротший шлях – найкоротший можливий шлях між зонами обробки – зазвичай рух по прямій лінії.
- Плавний – Використовуйте плавні тангенціальні рухи, використовуючи справжні дуги, де це необхідно.
Дозволити занурення
Увімкніть, щоб дозволити вертикальне занурення. Це вимикає всі інші типи вертикальних виводів і змушує машину рухатися вертикально вниз до наступного рівня обробки зі швидкістю занурення, визначеною для інструменту.
Дозволити гвинтові рампи
Якщо ввімкнено, гвинтові рампи генеруються, коли це можливо.
Дозволити контурні рампи
Якщо ввімкнено, генеруються контурні рампи (або профільні рампи).
Дозволити плавні контурні рампи
Якщо ввімкнути, генеруються згладжені контури.
Дозволити зигзагоподібні рампи
Якщо ввімкнено, генеруються зигзагоподібні рампи.
Дозволити занурення зовнішнього запасу
Замість обробки матеріалу всередині контуру вибраної області, увімкнення цього параметра дає змогу видалити матеріал за межі вибраного контуру, вибравши додатковий контур заготовки.
Вимкніть цей параметр, щоб примусово збільшити запас.
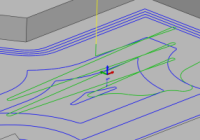
Кут нахилу (град)
Визначає максимальний кут нахилу.
Кут конусності рампи (град)
Бажаний кут конусності гвинтових рамп. Використовуйте це налаштування, щоб тримати вал інструменту трохи подалі від приклада та покращити вихід стружки під час нарощування.
Максимальне зниження рампи
Визначає максимальний крок вниз за один оберт у профілі підвищення. Цей параметр дозволяє обмежити навантаження на інструмент під час виконання різів по всій ширині під час нарощування.
Висота зазору рампи
Висота рампи над поточним рівнем запасів.
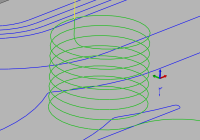
Радіальний зазор рампи
Визначає мінімальну відстань до контуру для початкової спіралі.
Діаметр гвинтової рампи
Визначає діаметр гвинтової рампи.
Плавні пандуси
Коли ввімкнено, рампи починаються та закінчуються тангенціально по всіх трьох осях.
Збільшення виконується без розривів у похідній першого порядку, тому використовуються плавні криві замість звичайних перегинів шляху.
Мінімальний діаметр рампи
Визначає мінімальний діаметр рампи.
Force Profile Ramp
Увімкніть це, щоб примусово створити рампу профілю поверх вибраного контуру(ів).
Використовуйте це, наприклад, коли вирізаєте отвори.
Обрізка пропусків
Увімкніть це, щоб дозволити обрізати проходи назад, щоб відповідати виводам, де інакше це неможливо, щоб дозволити обробці з ЧПК підтримувати високу подачу. Якщо вимкнено, примусово оброблюється весь прохід. Це може призвести до різких рухів, і мінімальний радіус кута може бути недотриманий.
Діаметр рампи вручну
Якщо позначено, можна встановити мінімальний діаметр рампи.
Кут нахилу контакту
Максимальний кут контакту рамп.
Плавна контактна рампа
Визначає, що контактна рампа має бути гладкою.
Видалити шипи
Увімкніть для видалення шипів на траєкторії.
Максимальний кут шипа
Визначає кут проходів, який викликає сплеск.
Згладжування
Згладжує траєкторію інструменту, видаляючи зайві точки та підганяючи дуги, де це можливо, у межах заданого допуску фільтрації.
 Згладжування вимкнено
Згладжування вимкнено
 Увімкнено згладжування
Увімкнено згладжування
Згладжування використовується для зменшення розміру коду без шкоди для точності. Згладжування працює шляхом заміни колінеарних ліній однією лінією та дотичних дуг для заміни кількох ліній у вигнутих областях.
Наслідки згладжування можуть бути драматичними. Розмір файлу G-коду може бути зменшено на 50% або більше. Машина працюватиме швидше та плавніше, а обробка поверхні покращиться. Рівень скорочення коду залежить від того, наскільки траєкторія інструменту піддається згладжуванню. Траєкторії, які пролягають переважно в основній площині (XY, XZ, YZ), як і паралельні траєкторії, добре фільтруються. Ті, які цього не роблять, наприклад 3D Scallop, зменшуються менше.
Толерантність до згладжування
Визначає допуск фільтра згладжування.
Згладжування працює найкраще, коли допуск (точність, з якою генерується вихідний лінеаризований шлях) дорівнює або перевищує допуск згладжування (підгонка дуги лінії).
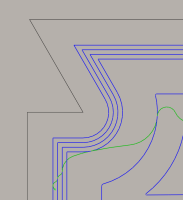
Решта обробки
Використовуйте Rest Machining.
Обмежує операцію лише видаленням матеріалу, який не вдалося видалити попереднім інструментом або операцією.
 Rest Machining ON
Rest Machining ON
 Решта обробки ВИМК
Решта обробки ВИМК
Джерело
Визначає джерело, з якого обчислюється решта обробки.
- З попередніх операцій
- З операції(й)
- З інструменту
- З файлу
- З твердих речовин
- Зі складу установки
З Setup Stock
Об'єднання всіх залежних операцій
Об'єднання всіх залежних операцій.
Включити всі попередні операції
Включити всі попередні операції.
роздільна здатність
Визначає роздільну здатність решти матеріалу.
Перекриття
Це значення вказує, скільки залишкового матеріалу можна ігнорувати. Використовуйте цей параметр, щоб уникнути небажаних проходів там, де мало залишкового матеріалу.
Діаметр інструменту
Визначає діаметр інструменту для решти матеріалу.
Радіус кута
Визначає радіус кута інструмента для решти матеріалу.
Кут конусності
Визначає кут конусності інструмента для решти матеріалу.
Довжина до плечей
Визначає довжину плеча решти матеріалу інструменту.
Файл
Визначає решту файлу матеріалу.
коригування
Вибирає коригування решти матеріалу для відповідного ігнорування або забезпечення фрезерування малих виступів.
- Використовуйте як обчислено
- Ігноруйте куспиди
- Машинні горбки
Зміщення коригування
Цей параметр визначає кількість запасу, яку потрібно ігнорувати або додатково видалити, залежно від параметра коригування залишкового матеріалу. Параметр в основному використовується для уникнення механічної обробки незначних залишків матеріалу з налаштуванням «Ігнорувати куліс» .
Решта Матеріальна Операція
Решта матеріальна операція.
Залишок матеріалів, які потрібно залишити
Визначає решту матеріальних запасів для відпустки.
Висота зазору
Висота зазору – це перша висота, до якої швидко рухається інструмент на шляху до початку траєкторії інструменту.
 Висота зазору
Висота зазору
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Висота зазору
Висота зазору – це перша висота, до якої швидко рухається інструмент на шляху до початку траєкторії інструменту.
 Висота зазору
Висота зазору
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти зазору
Застосовується зміщення висоти габаритів , яке залежить від вибору режиму висоти габаритів у розкривному списку вище.
Висота втягування
Режим висоти відведення встановлює висоту, на яку підіймається інструмент перед наступним проходом різання. Режим висоти втягування має бути встановлений вище Feed height і Top . Режим висоти відведення використовується разом із наступним зміщенням для встановлення висоти.
 Висота втягування
Висота втягування
- Висота зазору: поступове зміщення від висоти зазору .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Висота втягування
Режим висоти відведення встановлює висоту, на яку підіймається інструмент перед наступним проходом різання. Режим висоти втягування має бути встановлений вище Feed height і Top . Режим висоти відведення використовується разом із наступним зміщенням для встановлення висоти.
 Висота втягування
Висота втягування
- Висота зазору: поступове зміщення від висоти зазору .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти втягування
Застосовується зміщення висоти відведення , яке залежить від вибору режиму висоти відведення у розкривному списку вище.
Висота корму
Режим висоти подачі встановлює висоту, до якої швидко рухається інструмент перед зміною швидкості подачі/занурення для входу в деталь. Режим висоти подачі повинен бути встановлений вище Top . Під час свердління ця висота використовується як початкова висота подачі та висота втягування. Режим висоти подачі використовується разом із наступним зміщенням для встановлення висоти.
 Висота корму
Висота корму
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Вимкнено: вимкнення висоти подачі спричиняє швидке опускання інструменту до входу.
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти подачі
Застосовується зміщення висоти подачі та залежить від вибору режиму висоти подачі у розкривному списку вище.
Верхня висота
Режим верхньої висоти встановлює висоту, яка описує верхню частину розрізу. Режим верхньої висоти має бути встановлений над нижнім . Режим верхньої висоти використовується разом із наступним зміщенням для встановлення висоти.
 Верхня висота
Верхня висота
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Верхня висота
Режим верхньої висоти встановлює висоту, яка описує верхню частину розрізу. Режим верхньої висоти має бути встановлений над нижнім . Режим верхньої висоти використовується разом із наступним зміщенням для встановлення висоти.
 Верхня висота
Верхня висота
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Верхнє зміщення
Верхнє зміщення застосовано та залежить від вибору режиму верхньої висоти у розкривному списку вище.
Висота дна
Режим нижньої висоти визначає остаточну висоту/глибину обробки та найменшу глибину, на яку інструмент опускається в заготовку. Режим нижньої висоти потрібно встановити нижче верхнього . Режим нижньої висоти використовується разом із наступним зміщенням для встановлення висоти.
 Висота дна
Висота дна
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
- До ширини фаски: дозволяє інструменту свердлити рівно стільки, щоб ширина фаски відповідала вхідному параметру. Вхідний параметр не повинен перевищувати ширину фаски інструмента. Розраховане зміщення висоти залежить від параметрів інструменту (діаметр, діаметр наконечника та кут наконечника) і діаметра отвору. Допустимі варіанти вибору включають циліндричні грані, кола або дуги.
- Діаметр фаски: діаметр нового отвору дорівнює вхідному параметру. Тому вхідний параметр не повинен перевищувати діаметр інструменту. Розраховане зміщення висоти залежить від параметрів інструменту та не залежить від вибору отвору. Допустимі варіанти вибору включають циліндричні грані, кола або дуги.
Висота дна
Режим нижньої висоти визначає остаточну висоту/глибину обробки та найменшу глибину, на яку інструмент опускається в заготовку. Режим нижньої висоти потрібно встановити нижче верхнього . Режим нижньої висоти використовується разом із наступним зміщенням для встановлення висоти.
 Висота дна
Висота дна
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Нижнє зміщення
Застосовується нижнє зміщення відносно вибору режиму нижньої висоти у розкривному списку вище.
Виберіть
Відкриває діалогове вікно «Бібліотека інструментів» .
Завершальний крок
Вказує, що має бути виконано завершальний крок
 Фінішний крок
Фінішний крок
З іншого боку
Вказує, що траєкторія починається з іншого боку деталі.
 Не вибрано
Не вибрано
 Вибране
Вибране
Використовуйте Chip Thinning
Увімкніть використання роликового різання, щоб стружка була тонкою.
Висота підйому
Визначає відстань підйому під час переміщення.
 Висота підйому 0
Висота підйому 0
 Висота підйому 0,1 дюйма
Висота підйому 0,1 дюйма
Швидкість подачі без залучення
Визначає швидкість подачі, яка використовується для рухів, коли інструмент не зачеплений на матеріалі, але також не втягнутий.
Використовуйте очищення слота
Увімкніть цей параметр, щоб розпочати очищення кишені з прорізом уздовж її середини, перш ніж продовжити спіральний рух до стінки кишені.
Ця функція може бути використана для зменшення з’єднання в кутах для деяких кишень.
 Використовуйте очищення слота
Використовуйте очищення слота
 Використання очищення слота вимкнено
Використання очищення слота вимкнено
Ширина очищення слота
Ширина початкового прорізу для очищення вздовж середини кишені перед продовженням спіральним рухом до стінки кишені.
 Ширина очищення щілини
Ширина очищення щілини
Надбавка на радіус компенсації
Цей параметр визначає діапазон діаметрів інструменту, який можна безпечно використовувати, а не лише інструмент, вибраний для операції.
Дозволений діапазон радіусів інструменту починається від вибраного радіуса інструмента й продовжується до вибраного радіуса інструмента плюс заданий припуск.
Робіть гострі кути
Вказує, що гострі кути повинні бути примусовими.
Фаска
Вказує, що для створення фаски буде використано операцію контуру.
Поради щодо вибору геометрії:
 Гострі кути
Гострі кути
Гострі кути – виберіть гострий кут і визначте розмір фаски за допомогою параметра Ширина фаски.
 Скошені краї
Скошені краї
Скошені краї – виберіть нижній край фаски. Ширина фаски розраховується автоматично.
Порядок за островами
Визначає порядок виконання глибинних вирізів, якщо є кілька профілів.
 Вимкнено
Вимкнено
Вимкнено – Глибина розрізів упорядкована за глибиною.
 Увімкнено
Увімкнено
Увімкнено – глибина кубts впорядковані за профілем.
Дозволити Stepover Cusps
Під час програмування плоских поверхонь за допомогою інструмента, який має радіус у куті, між кроками може бути створений виступ (або гребінець).
За замовчуванням максимальне значення крокового переходу перевизначено, щоб запобігти виникненню поворотів крокового переходу.
 Дозволити сходинки вимкнено
Дозволити сходинки вимкнено
 Дозволити крокові згорби ввімкнено
Дозволити крокові згорби ввімкнено
Вгорі – кишеня, оброблена торцевою фрезою 3/8 дюйма з максимальною межею кроку 0,25 дюйма.
Машина безпосередньо
Уникає обробки вздовж крутих ділянок шляхом автоматичного вибору найкращого напрямку для паралельних проходів.
Просте замовлення
Увімкніть примусове впорядкування вздовж напрямку різання замість упорядкування за найкоротшою відстанню. Ви можете використовувати цю функцію, щоб у деяких випадках уникнути слідів на оброблених деталях. Однак час обробки буде збільшено через додатковий рух зв’язування.
Залік запасів
Визначає відстань для зміщення контуру заготовки назовні.
 Залік запасів
Залік запасів
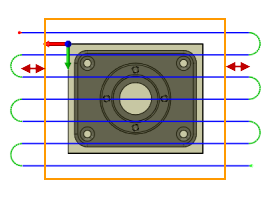
Визначає відстань, на яку межа обробки простягається за межі заготівлі як по X, так і по Y.
 Залік запасів
Залік запасів
Кінцева відстань
Визначає відстань, на якій починається вихідна швидкість подачі до кінця вибраної геометрії.
 @ 0 дюймів
@ 0 дюймів
 @ 0,5 дюйма
@ 0,5 дюйма
Режим зовнішнього кута
При обробці зовнішніх кутів може знадобитися уникати закочування навколо кута, щоб залишити кут ідеально гострим.
Налаштування режиму зовнішнього кута дозволяє обробляти зовнішні кути трьома різними способами.
- Roll around corner – зберігає контакт з кутом протягом усього руху.
- Тримайте гострий кут – продовжує траєкторію інструмента до одного кута, тимчасово втрачаючи контакт з матеріалом.
- Тримайте гострий кут із петлею — схоже на Тримайте гострий кут , але також виконує горизонтальне виведення та заведення в кутку.
Зберігати порядок
Вказує, що об’єкти обробляються в тому порядку, в якому вони були вибрані. Якщо цей параметр не вибрано, Fusion 360 оптимізує порядок вирізання.
Максимальний кут (град)
Визначає максимальний кут занурення для проходів.
Мінімальний кут
Найменший кут (від осі Z орієнтації інструменту) отворів до верстата.
Максимальний кут
Найбільший кут (від осі Z орієнтації інструменту) отворів до верстата.
Мінімальний діаметр
Діаметр найменших отворів для обробки.
Максимальний діаметр
Діаметр найбільших отворів для обробки.
Режим різання
Режим різання визначає, як обробляти сторони.
 Одноразовий пропуск
Одноразовий пропуск
 Знизу
Знизу
 Обрізати знизу
Обрізати знизу
 Зверху
Зверху
 Обрізати зверху
Обрізати зверху
 Спіраль
Спіраль
 Морф
Морф
Режим різання визначає спосіб обробки вздовж параметричних напрямків ISO вибраних поверхонь.
- Неможливе обрізання – видалення неможливих рухів траєкторії інструменту.
- Помилка, коли неможливо – Помилка, коли генеруються неможливі переміщення траєкторії інструменту.
- Поворот, коли це неможливо . Виконайте «поворот» убік від неможливих сегментів траєкторії інструменту.
Товщина запасу
Визначає загальну товщину заготовки.
 Товщина запасу
Товщина запасу
Зміщення інструменту
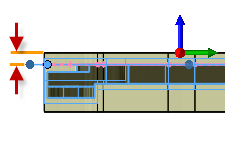
Визначає додаткове зміщення вздовж осі інструмента відносно нижньої напрямної кривої.
Pass Overlap
Визначає відстань для подовження обробки для закритого проходу.
Максимальна відстань вентилятора
Визначає максимальну відстань, на яку розгортається вісь інструменту.
Відстань дотичного розширення фрагмента
Визначає тангенціальне розширення проходів.
Кут зазору інструменту (град)
Визначає додатковий кут зазору інструменту.
Frontside Stock Offset
Визначає відстань до машини за передньою стороною моделі.
Зміщення задньої сторони запасу
Визначає відстань до машини позаду задньої частини моделі.
Чорнове перекриття
Визначає радіальне перекриття чорнових проходів.
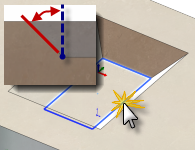
Лінійний кут наведення
Визначає напрямок введення.
Розширення для входу
Визначає початкове розширення.
Лінійний кут виведення
Визначає вихідний напрямок.
Вивідний подовжувач
Визначає вихідне розширення.
Ведуть до Центру
Вказує, що провідний вхідний/вихідний рух має бути в центрі геометрії.
Максимальна обробка канавок
Визначає максимальний крок канавок.
Відстань відступу
Визначає відстань, на яку потрібно відійти від приклада перед втягуванням.
Клювання Retract
Визначає величину відкликання.
Оптимізація кормів
Вказує, що подачу слід зменшити в кутах.
Максимальна зміна напрямку
Визначає максимальну кутову зміну, дозволену до зменшення швидкості подачі.
Зменшений радіус подачі
Визначає мінімальний радіус, дозволений до зменшення подачі.
Зменшена відстань подачі
Визначає відстань для зменшення подачі перед кутом.
Знижена швидкість подачі
Визначає зменшену швидкість подачі, яка використовується в кутах.
Тільки внутрішні кути
Зменшуйте подачу лише на внутрішніх кутах.
Обидва шляхи
Вказує, що для обробки відкритих профілів у цій операції використовуються фрезерування підйому та звичайне фрезерування.
 Не вибрано
Не вибрано
 Вибране
Вибране
Зміщення кроку діаметра
Створює позитивне або негативне зміщення діаметра від вибраної геометрії.
Глибина різьби
Визначає глибину різьби.
Крок різьби
Визначає крок різьби.
Кут подачі
Визначає кут подачі.
Запас в Чаку
Визначає кількість запасу в патроні.
Витягти запас
Визначає кількість матеріалу, який потрібно витягти з поточного патрона.
Готова швидкість подачі
Швидкість подачі, яка використовується для останнього чистового проходу.
Відстань тангенціального подовження
Визначає відстань для розширення відкритих контурів по дотичній.
 Немає тангенціального розширення
Немає тангенціального розширення
 10 мм тангенціальне розширення
10 мм тангенціальне розширення
Окреме тангенціальне розширення кінця
Визначає відстань для розширення відкритих контурів по дотичній до кінця.
Лінійна довжина проводу
Визначає довжину лінійних проводів.
Кількість кроків
Визначає кількість радіальних ступенів.
Тип операції
Визначає метод обробки.
 фрезерування
фрезерування
Фрезерування – використовуйте фрезерування під час обробки траєкторії фрези незалежно від конфігурації.
 токарні
токарні
Токарна обробка або фрезерування/токарна обробка. Використовуйте «Токарну роботу» під час обробки траєкторій для токарного верстата, включно з токарними верстатами з живими інструментами та фрезерно-токарними конфігураціями.
масштаб
Визначає масштаб моделі.
Визначення запасів
 Автоматичний
Автоматичний
Автоматично – створює кубічне тіло заготовки, яке більше за модель на задані значення зсуву.
 Циліндричні
Циліндричні
Циліндричний – створює циліндричний корпус навколо визначеної осі.
 Від Solid
Від Solid
З твердого тіла – дає повний контроль над визначенням заготовки за допомогою твердого тіла в багатокорпусній деталі або з файлу деталей у збірці.
 З екструдованого ескізу
З екструдованого ескізу
З екструдованого ескізу – створює базове тіло з ескізу.
Зворотний напрямок
Визначає напрямок екструзії з ескізу, який потрібно змінити.
Режим компенсації запасів
Визначає спосіб додавання запасу до моделі.
 Без додаткового запасу
Без додаткового запасу
Жодного додаткового запасу – значення зміщення не додаються до розміру запасу.
 Додайте запас з боків і зверху вниз
Додайте запас з боків і зверху вниз
Додайте заготовку з боків і зверху вниз – Симетричне зміщення заготовки для всіх сторін. Унікальні значення верхнього та нижнього зсувів.
 Додайте запас з усіх боків
Додайте запас з усіх боків
Додайте приготування до всіх сторін – унікальні значення для всіх напрямків зміщення.
Зсув сторони запасу
Визначає додатковий приклад з боків.
Верхнє зміщення запасу
Визначає додатковий запас зверху.
Зміщення нижнього запасу
Визначає додатковий запас внизу.
Акція +X Offset
Визначає зміщення запасу.
Акція -X Offset
Визначає зміщення запасу.
Акція +Y Offset
Визначає зміщення запасу.
Акція -Y Offset
Визначає зміщення запасу.
Акція +Z Offset
Визначає зміщення запасу.
Запас -Z Offset
Визначає зміщення запасу.
Використовуйте радіус запасу
Вказує радіус циліндричної заготовки замість використання значення зсуву.
Радіус запасу
Визначає радіус штока.
Радіальний запасний офсет
Визначає радіальне зміщення заготовки.
Походження WCS
Визначає розташування робочої системи координат (датуму) для налаштування відносно запасу.
Вибір джерела WCS
Орієнтація WCS вище визначається за допомогою поля вибору орієнтації WCS.
Головна позиція
Визначає початкове положення уздовж Z.
Зсув WCS
Визначає бажану систему координат заготовки (WCS) для налаштування. Конфігурація постпроцесора відповідає за зіставлення цього числа з фактичним WCS на машині.
Робочі дублікати
Визначає кількість дублікатів заготовки. Це загальна кількість екземплярів.
Приріст зміщення WCS
Визначає крок робочого зсуву, який використовується для дублювання заготовки.
Порядок операції
Визначає порядок виконання окремих операцій.
Фондові контури
Визначає периметр штока, який необхідно облицювати.
 Вимкнено
Вимкнено
Вимкнено – використовується периметр штока, визначений у налаштуваннях.
 Увімкнено
Увімкнено
Увімкнено – вибрані грані або ребра проектуються на верх моделі.
Толерантність до порівняння
Використовується під час порівняння, якщо дві сутності однакові, наприклад, якщо два отвори мають однаковий діаметр. Розширений параметр. Відображається, лише коли ввімкнено розширений режим
Орієнтація зсуву шпинделя
Орієнтація шпинделя для використання під час переміщення під час розточування. Зауважте, що не всі елементи керування ЧПК мають повну підтримку керування орієнтацією шпинделя.
Швидкий режим 3D
Найшвидший режим симуляції. Моделювання виконується з обмеженою роздільною здатністю, яка контролюється повзунком якості. Цей режим доступний лише під час імітації 3-осьових операцій фрезерування в одній орієнтації інструменту. У цьому режимі неможливо імітувати підрізання.
Твердий режим
Це найбільш гнучкий режим. Якість запасу краща, ніж у швидкому 3D-режимі , але виконана з допуском, який контролюється повзунком якості. Цей режим дає найкращі результати для повороту та підтримує багатоядерний/ЦП для швидкого моделювання.
Режим високої якості
Режим високої якості може в деяких випадках забезпечити кращу візуалізацію запасу, а також може швидше оновлюватися, ніж інші режими. Однак запас потрібно оновлювати щоразу, коли ви масштабуєте та обертаєте вікно перегляду моделі.
Швидкий режим
Швидкий режим часто забезпечує хороші результати для фрезерної траєкторії. Він також підтримує багатоядерний/ЦП для швидкого моделювання та часто забезпечує результат швидше, ніж це можливо в режимі Solid Mode . Для токарної обробки все одно слід вибрати суцільний режим .
Номер
Номер, який використовується для вибору інструменту на верстаті з ЧПК.
Зміщення довжини
Індекс корекції довжини інструменту. Цей параметр зазвичай встановлюється при використанні інструментів з кількома наконечниками, індексованими за довжиною.
Зміщення діаметра
Індекс корекції діаметра інструменту.
Компенсаційний залік
Індекс корекції інструменту, що використовується для точіння.
Зміна інструменту вручну
Увімкнути примусову ручну зміну інструменту на верстатах із автоматичним пристроєм зміни інструменту.
Контроль розриву
Увімкнути перевірку інструменту на поломку після використання.
Охолоджуюча рідина
Тип охолоджуючої рідини, що використовується з інструментом.
матеріал
Матеріал інструменту.
опис
Текстовий опис інструменту. Цей опис включено до назви інструмента, що відображається в CAM.
коментар
Текстовий коментар до інструменту. Коментар, як правило, включається до вихідних даних після обробки.
Продавець
Постачальник інструменту. Використовуйте це, щоб визначити конкретний використовуваний інструмент.
ID продукту
Ідентифікатор постачальника (ID) інструменту. Використовуйте це, щоб визначити конкретний використовуваний інструмент.
Тип
Тип інструменту.
одиниця
Інструментальний блок.
Діаметр
Діаметр різця.
Діаметр наконечника
Діаметр наконечника фрези.
Радіус кута
Кутовий радіус різця.
Кут конусності
Кут конусності.
Кут наконечника
Кут нахилу вістря інструменту. Цей кут використовується для розрахунку додаткової глибини, необхідної для пробивання інструменту через матеріал.
Довжина флейти
Довжина канавки інструменту.
Довжина до плечей
Довжина інструменту до плеча.
Довжина тіла
Довжина корпусу інструменту.
Діаметр валу
Діаметр валу інструменту/осіка.
Крок різьби
Крок різьби мітчика, визначений як вертикальна відстань між зубами мітчика.
Швидкість шпинделя
Швидкість обертання шпинделя.
Поверхнева швидкість
Швидкість шпинделя, виражена як швидкість інструмента на поверхні.
Збільшення швидкості шпинделя
Швидкість обертання шпинделя при виконанні рамкових рухів.
Кількість флейт
Кількість різальних канавок на інструменті.
Швидкість подачі різання
Подача, що використовується в різальних ходах.
Корм на зуб
Швидкість подачі різання, виражена як подача на зуб.
Швидкість подачі підведення
Подача, яка використовується, коли веде до руху різання.
Швидкість подачі на виході
Подача, що використовується при виведенні з ходу різання.
Швидкість подачі
Подача використовується при виготовленні гвинтових рамп в запас.
Швидкість подачі
Корм використовується при занурюванні в запас.
Подача на оборот
Швидкість подачі занурення, виражена як подача на оберт.
Швидкість подачі назад
Подача використовується під час втягування та без використання швидких (G0) рухів.
Кут фаски
Кут фаски, виміряний від осі Z.
Розширення фаски
Відстань, на яку потрібно подовжити ріжучий прохід фаски.
Відстань дотичного кінця
Визначає відстань для розширення відкритих контурів по дотичній до кінця.
Покрокове замовлення
Якщо ввімкнено, кожен крок чорнової та чистової обробки обробляється на повну глибину перед переходом до наступного етапу.
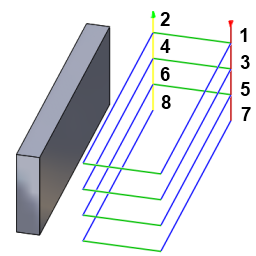 Покроковий порядок вимкнено
Покроковий порядок вимкнено
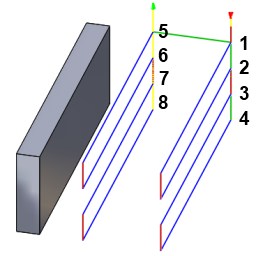 Покроковий порядок увімкнено
Покроковий порядок увімкнено
Вал і тримач
Використовуючи інструмент із тримачем, ви можете вибрати один із п’яти різних режимів вала та тримача залежно від стратегії обробки. Обробку зіткнення можна виконати як для валу інструменту, так і для тримача, і їм можна надати окремі зазори.
-
Вимкнено – ігнорує будь-які зіткнення валу/тримача.
 Вимкнено
Вимкнено -
Відтягнення – траєкторія інструменту відходить від заготовки, щоб зберегти безпечну відстань між валом і/або тримачем.
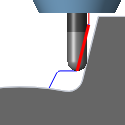 Вирватися
Вирватися -
Обрізано – ділянки траєкторії інструменту, які призводять до порушення безпечних відстаней між валом і/або тримачем, обрізаються.
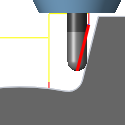 Обрізана
Обрізана -
Визначення довжини інструменту – інструмент автоматично висувається далі з тримача, щоб підтримувати задану безпечну відстань між валом і/або тримачем і деталлю. Реєструється повідомлення, яке вказує на те, наскільки інструмент висунуто з тримача.
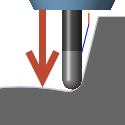 Визначити довжину інструменту
Визначити довжину інструменту -
Помилка при зіткненні – розрахунок траєкторії інструменту припиняється, а повідомлення про помилку реєструється, коли безпечна відстань порушується.
Використовуйте Shaft
Вказує, що вал вибраного інструменту використовуватиметься для обчислення траєкторії інструменту, щоб уникнути зіткнень.
Зазор вала
Вал інструменту завжди знаходиться на такій відстані від деталі.
Використовуйте тримач
Вказує, що тримач вибраного інструменту використовуватиметься для обчислення траєкторії інструменту, щоб уникнути зіткнень.
Розмір тримача
Тримач інструменту завжди знаходиться на такій відстані від деталі.
Висота гострика
Висота загострення — це теоретична обробка поверхні, створена послідовними траєкторіями інструменту, залишеними радіусом різця. Менший діаметр інструменту або більший крок дають більшу висоту загострення.
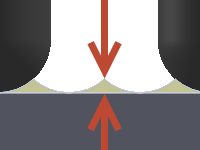 Висота горбка
Висота горбка
Машинні круті ділянки
Вказує, що додаткові проходи будуть додані там, де поверхня крута, перпендикулярна напрямку обробки. Це важливо для пластикових форм для лиття під тиском, де напрямок різання має бути послідовним, щоб уникнути слідів на деталях.
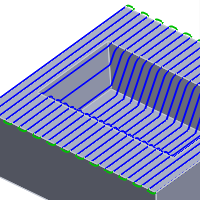 Вимкнено
Вимкнено
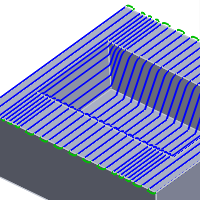 Увімкнено
Увімкнено
Мінімальний крутий крок
Визначає мінімальний крок, який використовується, коли ввімкнено Machine Steep Areas , незалежно від величини кроку вниз.
Максимальний крутий крок вниз
Визначає максимальний крутий крок вниз.
Додайте перпендикулярні проходи
Увімкніть додавання набору проходів, перпендикулярних указаному напрямку обробки, щоб зменшити кути обробки.
Вимкнено
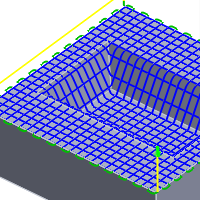 Увімкнено
Увімкнено
Спіральний режим
-
Спіраль – створює шлях, який виходить по спіралі від центральної точки, поки не досягне межі утримання або максимального радіусу.
 Спіраль
Спіраль -
Спіраль із колами — додає кругову траєкторію інструменту при мінімальному та максимальному радіусах. Кругова траєкторія додається, лише якщо мінімальний радіус більший за 0, а максимальний радіус менший за радіус межі утримування.
 Спіраль з колами
Спіраль з колами -
Концентричні кола – створюють сполучені контури концентричних кіл. Отримані шляхи утворюють круговий візерунок, а не спіральний візерунок.
 Концентричні кола
Концентричні кола -
Морфована спіраль – спіралі некруглої форми.
Використовуйте Morphed Spiral Machining
Увімкніть для створення траєкторії постійного спірального руху для кишені. Це може забезпечити плавну роботу машини.
 Стандартна 2D кишенькова траєкторія
Стандартна 2D кишенькова траєкторія
 Морфована спіральна 2D-карманна траєкторія
Морфована спіральна 2D-карманна траєкторія
філе
Увімкніть для введення радіуса скруглення.
Радіус скруглення
Вкажіть радіус скруглення.
Машинні області з використанням меж
Якщо ввімкнено, проходи генеруються з меж обмеження, визначених усіма функціями обмеження (межі обробки, нахил, висоти тощо). Якщо вимкнено, проходи генеруються з меж обробки, в результаті чого проходи зазвичай не йдуть по поверхні.
Перекриття меж
У разі використання обмеження нахилу та/або обробки залишку для операції Scallop ви можете ввімкнути прапорець Області машини з використанням меж , щоб почати зміщення траєкторії інструменту від меж, створених виявленням матеріалу нахилу та/або залишку.
Ви можете вказати перекриття меж, щоб межа виявленого діапазону схилів або зони відпочинку розширювалася на вказану величину перекриття.
Замовлення знизу вгору
Контурні проходи зазвичай упорядковуються зверху вниз. Установіть цей прапорець, щоб вказати, що перепустки слід упорядковувати знизу вгору (знизу вгору).
Порядок виконується таким чином, що проходи з найменшою орієнтацією інструмента Z-рівня виконуються першими за одну операцію для кількох контурів. Цей метод дуже корисний для обробки крихких матеріалів, таких як графіт.
Зсув контуру
Це значення використовується для зміщення центру інструмента від згенерованої траєкторії на задану відстань.
Режим морфінгу
- Проста – лінійна інтерполяція між точками.
- Найближчий – Кінцева точка-кінцева точка.
- Автоматично – автоматичне перетворення між точками.
Використовуйте Stepover
Увімкніть автоматичне додавання переходів за потреби.
Кількість зміщених кроків
Кількість кроків зміщення для використання для операції морфінгу.
Кількість кроків
Кількість кроків чорнової обробки.
Кількість кроків
Кількість додаткових кроків до кожної сторони зерна олівця.
Ізометричний напрямок
Визначає, чи виконувати потік вздовж u (подібно до осі X у декартовій системі координат) чи вздовж v (подібно до осі Y у декартовій системі координат).
- Вздовж u
- Вздовж с
Використовуйте Multi-Axis
Вказує, що інструмент має слідувати нормалям поверхні.
Нахил вперед
Визначає кількість градусів, на яку інструмент має бути нахилений вперед.
Бічний нахил
Визначає кількість градусів, на яку інструмент має бути нахилений убік.
Мінімальний нахил
Визначає мінімально дозволений нахил від осі вибраного робочого інструменту.
Максимальний нахил
Визначає максимально допустимий нахил від осі вибраного операційного інструменту.
Максимальна відстань вентилятора
Визначає максимальну відстань, на яку розгортається вісь інструменту.
Максимальна довжина сегмента
Визначає максимальну довжину одного сегмента для створеної траєкторії.
Максимальна розгортка осі інструменту
Визначає максимальну зміну кута за одну розгортку осі інструмента для згенерованої траєкторії.
Вкладки
Ви можете додати виступи до траєкторії інструменту 2D Contour , щоб надійно утримувати заготовку, поки весь інший матеріал обробляється. Язики дуже корисні під час різання тонкого пластику або деревини за допомогою 2D-фрезерів.
- Форма вкладки – виберіть між вкладками прямокутної або трикутної форми.
- Ширина вкладки – вкажіть значення ширини вкладки.
- Висота вкладки – вкажіть значення висоти вкладки.
- Позиціонування табуляції . Ви можете вказати відстань між табуляціями за допомогою явного числового значення ( За відстанню ) або вибрати точки вздовж контуру, щоб вказати бажані позиції табуляції ( У точках ).
- Відстань між вкладками – вкажіть значення відстані між вкладками.
- Розташування вкладок . Використовуйте курсор, щоб вибрати точки вздовж контуру для розташування вкладок.
 Прямокутні вкладки
Прямокутні вкладки
 Трикутні вкладки
Трикутні вкладки
Орігінал сторінки: Parameter reference