свердловина
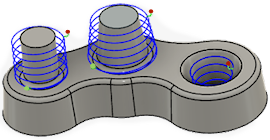
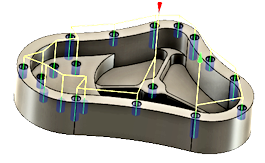
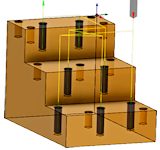
Свердло використовується для гвинтового фрезерування отвору або бобишки з прямими або конічними стінками. Виберіть будь-яку внутрішню або зовнішню грань, щоб створити контур. Висота та глибина автоматично виводяться з вибраного обличчя.
Виробництво > Фрезерування > 2D > Свердло ![]()
 Налаштування вкладки інструментів
Налаштування вкладки інструментів

Охолоджуюча рідина
Виберіть тип охолоджувальної рідини, яка використовується з верстатом. Не всі типи будуть працювати з усіма машинними постпроцесорами.
Подача та швидкість
Параметри різання шпинделя та швидкості подачі.
- Швидкість шпинделя – швидкість обертання шпинделя, виражена в обертах за хвилину (RPM)
- Поверхнева швидкість – швидкість, з якою матеріал рухається повз ріжучу кромку інструменту (SFM або м/хв)
- Ramp Spindle Speed ( Швидкість обертання шпинделя) – швидкість обертання шпинделя під час виконання рухів з нахилом
- Швидкість подачі при різанні – швидкість подачі, що використовується для регулярних рухів різання. Виражається в дюймах/хв (IPM) або мм/хв
- Подача на зуб – Швидкість подачі різання, виражена як подача на зуб (FPT)
- Швидкість подачі на вході – подача, яка використовується для початку руху різання.
- Швидкість подачі на виході – подача, що використовується під час виведення з ходу різання
- Швидкість подачі рампи – подача, яка використовується під час виготовлення гвинтових рамп на складі
- Швидкість подачі занурення – подача, яка використовується під час занурення в запас
- Подача за оборот – Швидкість подачі занурення, виражена як подача за оборот
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія
 |
 |
| Вибір обличчя | Вибір діапазону діаметрів |
Геометрія
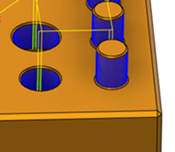
Ви можете вибрати грані або діапазон діаметрів. Виберіть будь-яке внутрішнє або зовнішнє кругле обличчя. Грани можуть бути з прямими стінками або звуженими. Використовуйте Діапазон діаметрів, щоб автоматично включити або виключити отвори чи бобишки, вказавши мінімальний і максимальний діапазон.
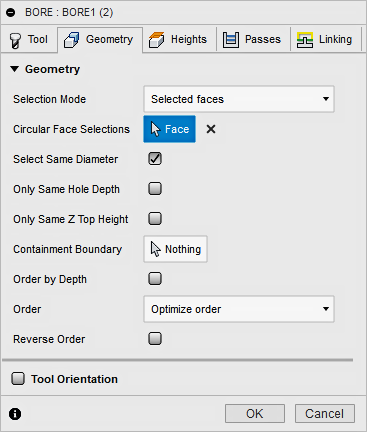
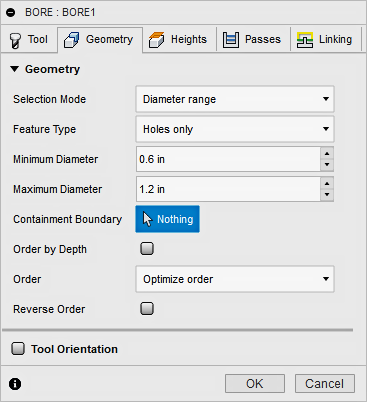
Режим вибору
Виберіть геометрію для обробки за гранями або діапазоном діаметрів. Висота та глибина автоматично виходять із вибору.
| Кругове виділення грані | Діапазон діаметрів | |
 |
 |
|
| Виберіть будь-яке внутрішнє або зовнішнє кругле обличчя. | Вибирає всі отвори або виступи, які відповідають мінімальному та максимальному діапазону. |
Тип функції
Використовується з діапазоном діаметрів. Фільтрує виділення отворів.
| Тільки отвори | Тільки боси | Обидва |
 |
 |
 |
Мінімальний і максимальний діаметр
Встановіть діапазон діаметрів для включення отворів.
- Мінімум – включені отвори, що дорівнюють або перевищують вказане значення
- Максимум – включені отвори, що дорівнюють або менше вказаного значення
Виберіть «Такий самий діаметр».
Використовується з вибором обличчя. Якщо ввімкнено, це включає всі отвори з тим самим діаметром, що й поточний вибраний елемент.
Один вибір дозволить знайти всі відповідні отвори. Використання цієї опції є асоціативним для моделі. Якщо пізніше будуть додані додаткові отвори з таким самим діаметром, регенерація операції автоматично включає додані отвори в цикл свердління.
Приклад: якщо ви активуєте цю опцію, виберіть один отвір 6 мм і один отвір 12 мм, кожен отвір 6 і 12 мм на деталі буде автоматично вибрано.
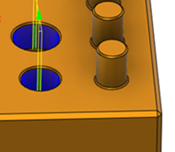
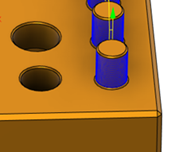
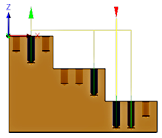
Тільки однакова глибина отвору
Поставте прапорець, щоб вибрати всі отвори, які мають однакову відстань від верху до низу, як і поточний вибраний елемент.
Приклад: ви можете використовувати це як спосіб розрізнити отвори діаметром 6 мм і просвердлені отвори діаметром 6 мм різної глибини.
| Вибрані отвори малої глибини 6 мм – вид ISO | Вибрані отвори малої глибини 6 мм – вид спереду |
 |
 |
| Вибрано великі отвори глибиною 6 мм – вид ISO | Вибрано великі отвори глибиною 6 мм – вид спереду |
 |
 |
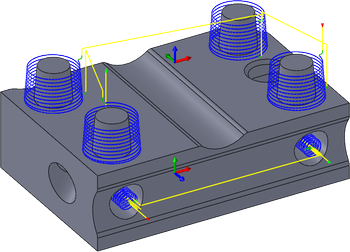
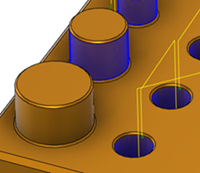
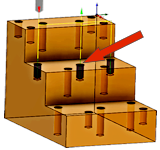
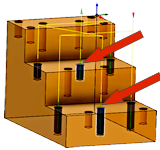
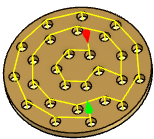
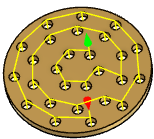
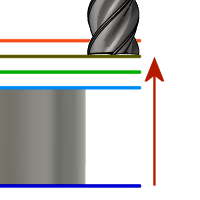
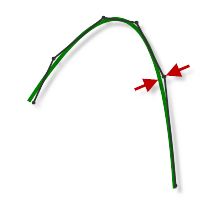
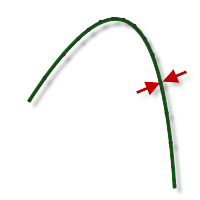
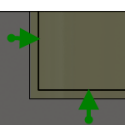
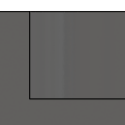
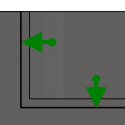
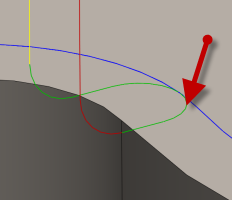
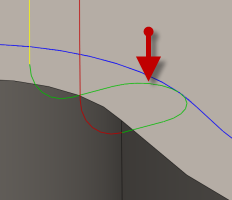
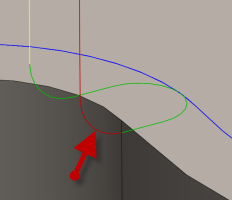
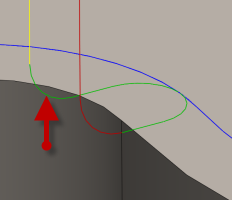
Лише однакова Z верхня висота
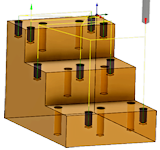
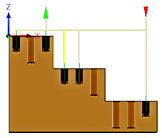
Поставте прапорець, щоб вибрати всі отвори, які мають таку ж верхню висоту Z, що й поточний вибраний елемент.
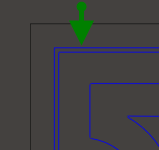
Ви можете використовувати це як спосіб обмежити обробку одним рівнем Z. Червона стрілка нижче вказує на вибрану функцію.
| Усі ями малої глибини на середній висоті | Усі ями малої глибини на середній висоті
Усі отвори великої глибини на висоті нижнього рівня. |
 |
 |
Межа стримування
Використовуйте це разом із «Вибрати однаковий діаметр» , щоб включити подібні предмети всередину зон утримання. Виберіть будь-яку межу краю або ескізу, щоб містити місця свердління. Використовуйте кілька меж або вкладених меж, щоб включити або виключити групи отворів. Траєкторія інструменту буде всередині вибраної межі, якщо межі не є вкладеними. Ви можете вкласти кілька меж один в одного.
У наведених нижче прикладах вибрані межі показано синім кольором.
 |
1) Межі ескізу
2) Отвори всередині включені 3) Вкладені межі 4) Внутрішні зони виключені |
5) Межі ескізу (2)
6) Вибір лише області обода 7) Межі ескізу (3) 8) За винятком області обода |
порядок
Визначає, як слід замовляти отвори для обробки.
 |
1) Вибрано замовлення
2) Оптимізований порядок 3) Зсередини назовні 4) Порядок руху X 5) Замовити через Y motoion |
Зворотній порядок
Увімкніть зміну порядку відсортованої траєкторії.
| Вимкнено | Увімкнено |
 |
 |
Орієнтація інструменту
Визначає, як визначається орієнтація інструмента за допомогою комбінації параметрів орієнтації тріади та початку.
Розкривне меню «Орієнтація» містить такі параметри для встановлення орієнтації осей тріади X, Y та Z:
- Налаштувати орієнтацію WCS – використовує систему координат заготовки (WCS) поточного налаштування для орієнтації інструменту.
- Орієнтація моделі – використовує систему координат (WCS) поточної деталі для орієнтації інструменту.
- Виберіть вісь Z/площину та вісь X. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь X. Обидві осі Z і X можна повертати на 180 градусів.
- Виберіть вісь Z/площину та вісь Y. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі Z і Y можна повертати на 180 градусів.
- Виберіть осі X і Y. Виберіть грань або ребро, щоб визначити вісь X, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі X і Y можна повертати на 180 градусів.
- Вибір системи координат – встановлює певну орієнтацію інструмента для цієї операції на основі визначеної користувачем системи координат у моделі. Тут використовуються як початок, так і орієнтація існуючої системи координат. Використовуйте це, якщо ваша модель не містить відповідної точки та площини для вашої операції .
Розкривне меню «Початок » пропонує такі параметри для визначення місця початку тріади:
- Початкова точка налаштування WCS – Використовує початкову систему координат заготовки (WCS) поточного налаштування для початкової точки інструменту.
- Початок моделі – використовує початок системи координат (WCS) поточної деталі для початку інструменту.
- Вибрана точка – виберіть вершину або ребро для початку тріади.
- Точка рамки запасу – виберіть точку на рамці обмеження запасу для початку тріади.
- Точка рамки моделі – виберіть точку на рамці обмежування моделі для початку тріади.
 Налаштування вкладки «Висота».
Налаштування вкладки «Висота».
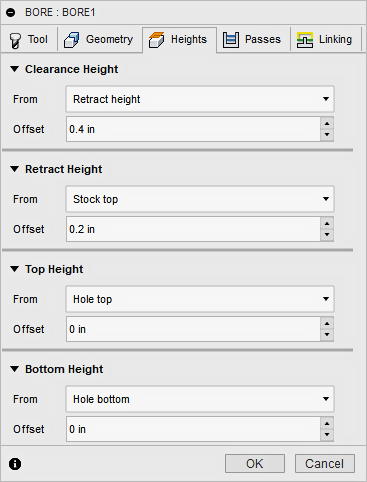
Висота зазору
Висота зазору – це перша висота, до якої швидко рухається інструмент на шляху до початку траєкторії інструменту.
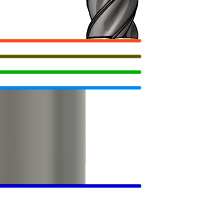 Висота зазору
Висота зазору
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти зазору
Застосовується зміщення висоти зазору , яке залежить від вибору висоти зазору у розкривному списку вище.
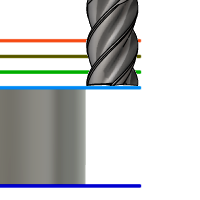
Висота втягування
Висота відведення встановлює висоту, на яку підіймається інструмент перед наступним проходом різання. Висота втягування має бути вище Feed height і Top . Висота відведення використовується разом із наступним зміщенням для встановлення висоти.
 Висота втягування
Висота втягування
- Висота зазору: поступове зміщення від висоти зазору .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти втягування
Застосовується зміщення висоти відведення , яке залежить від вибору висоти відведення у розкривному списку вище.
Верхня висота
Верхня висота встановлює висоту, яка описує верх розрізу. Верхня висота має бути вище нижньої . Верхня висота використовується разом із наступним зміщенням для встановлення висоти.
 Верхня висота
Верхня висота
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Верхнє зміщення
Верхнє зміщення застосовано та є відносно вибору верхньої висоти у розкривному списку вище.
Висота дна
Нижня висота визначає остаточну висоту/глибину обробки та найменшу глибину, на яку інструмент опускається в заготовку. Нижня висота повинна бути нижче верхньої . Для встановлення висоти використовується нижня висота разом із наступним зміщенням.
 Висота дна
Висота дна
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Верхня частина отвору: поступове зміщення від верхньої частини отвору .
- Дно отвору: поступове зміщення від дна отвору .
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Нижнє зміщення
Застосовується нижнє зміщення відносно вибору нижньої висоти у розкривному списку вище.
 Передає налаштування вкладки
Передає налаштування вкладки
Толерантність
Допуск, який використовується під час лінеаризації геометрії, наприклад сплайнів і еліпсів. Допуск приймається як максимальна відстань хорди.
 |
 |
| Вільна толерантність .100 | Жорстка толерантність .001 |
Керування контурним рухом верстата з ЧПК здійснюється за допомогою команд лінії G1 і дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії сплайнів і поверхонь, лінеаризуючи їх, утворюючи багато коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Перші два не становлять великої проблеми, оскільки Fusion 360 обчислює дуже швидко, а більшість сучасних елементів керування мають принаймні 1 МБ оперативної пам’яті. Однак короткі переміщення ліній у поєднанні з високою швидкістю подачі можуть призвести до явища, відомого як брак даних.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на нових машинах, таких як система керування Haas Automation. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
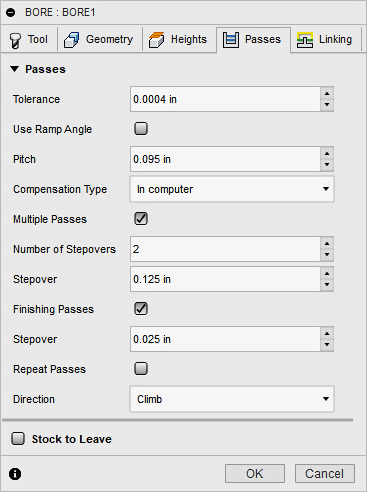
Використовуйте кут рампи
Контролює, чи задана глибина подачі рампи за допомогою вхідного значення кроку або кута . Увімкніть, щоб вказати глибину як глибину кутового нахилу.
 |
 |
| Увімкнено – введення за кутом | Вимкнено – введення за висотою |
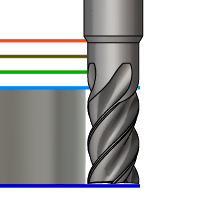
крок
Визначає відстань Z для подачі на кожний оберт на 360°. Для прямих стін це значення зазвичай більше, ніж для конічних стін. Більш дрібний крок на конічній стіні створює більш гладку поверхню.
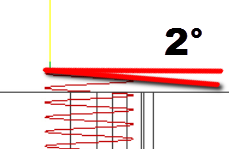
Кут
Визначає максимальний кут нахилу спіралі під час свердління.
Тип компенсації
Визначає тип компенсації.
- У комп’ютері – компенсація інструменту розраховується автоматично CAM на основі вибраного діаметра інструменту. Вихідні дані після обробки містять безпосередньо компенсований шлях замість кодів G41/G42.
- У управлінні – компенсація інструменту не розраховується, а виводяться коди G41/G42, щоб дозволити оператору встановити величину компенсації та знос на контролі верстата.
- Wear (Зношеність) – працює так, ніби було вибрано In computer , але також виводить коди G41/G42. Це дозволяє оператору верстата регулювати знос інструменту на панелі керування верстатом, ввівши різницю в розмірі інструменту як від’ємне число.
- Зворотний знос – ідентичний параметру зносу , за винятком того, що коригування зносу вводиться як додатне число.
Кілька проходів
Увімкніть введення значення для кількох глибин різання під час фрезерування свердловин.
Кількість кроків
Введіть кількість кроків чорнової обробки. 2 Кроки, показані вище.
Переступити
Максимальна відстань між чистовими проходами. (Див. ілюстрацію вище)
Фінішні пропуски
Дозволяє виконувати чистові проходи за допомогою бічної частини інструменту.
З фінішними пасами |
Без фінішних передач |
Переступити
Максимальна відстань між чистовими проходами.
Повторні пропуски
Увімкніть виконання останнього фінішного проходу двічі, щоб видалити заготовку, що залишилася через відхилення інструменту.
Напрямок
Параметр «Напрямок» дає змогу контролювати, чи Fusion 360 має намагатися підтримувати фрезерування Climb або Standard .
Підйом
Виберіть Climb , щоб обробляти всі проходи в одному напрямку. Коли використовується цей метод, Fusion 360 намагається використовувати фрезерування підйому відносно вибраних меж.
Ліворуч (фрезерування підйому) 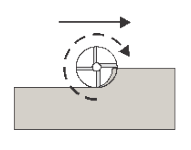
Підйом фрезерування |
Справа (звичайне фрезерування) 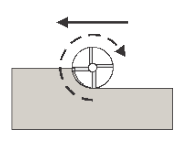
Традиційне фрезерування |
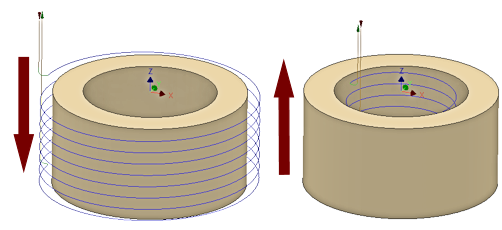
Використовуйте параметр «Напрямок підйому» або «Звичайний напрямок», щоб керувати напрямком різання «зверху вниз» або «знизу вгору».
Запас для відпустки
Позитивний Позитивний запас до відходу – кількість запасу, що залишилася після операції, яка буде видалена наступними операціями чорнової чи чистової обробки. Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу. |
Жодного Немає залишків – видаліть увесь зайвий матеріал до обраної геометрії. |
Негативний Негативний запас для відходу – видаляє матеріал за межі поверхні або межі деталі. Ця техніка часто використовується в електродній обробці, щоб забезпечити іскровий проміжок або відповідати вимогам допуску деталі. |
Негативний запас для відходу – видаляє матеріал за межі поверхні або межі деталі. Ця техніка часто використовується в електродній обробці, щоб забезпечити іскровий проміжок або відповідати вимогам допуску деталі.
Радіальний (стінний) шток залишити
Параметр «Радіальний запас до відходу» контролює кількість матеріалу, який потрібно залишити в радіальному (перпендикулярному до осі інструменту) напрямку, тобто збоку від інструмента.
Радіальний приклад залишити |
Радіальний і осьовий приклад залишити |
Вказівка позитивного радіального запасу для відпустки призводить до того, що матеріал залишається на вертикальних стінках і крутих ділянках деталі.
Для поверхонь, які не зовсім вертикальні, Fusion 360 інтерполює між осьовою (підлогою) і радіальною опорою, щоб залишити значення, тому площа, залишена в радіальному напрямку на цих поверхнях, може відрізнятися від зазначеного значення, залежно від нахилу поверхні та осьової поверхні. запас залишити значення.
Зміна радіальної заготовки для виходу автоматично встановлює осьову заготовку для виходу на ту саму величину, якщо ви не введете вручну осьову заготовку для виходу.
Для фінішної обробки значення за замовчуванням становить 0 мм / 0 дюймів, тобто не залишається матеріалу.
Для чорнових операцій за замовчуванням залишається невелика кількість матеріалу, який потім можна видалити за допомогою однієї чи кількох чистових операцій.
Від’ємний запас залишити
У разі використання негативної заготівлі для виходу операція механічної обробки видаляє з вашої заготівлі більше матеріалу, ніж форма вашої моделі. Це можна використовувати для обробки електродів з іскровим проміжком , де розмір іскрового проміжку дорівнює негативному запасу, який залишився.
Як радіальний, так і осьовий запас, який потрібно залишити, можуть бути від’ємними числами. Однак від'ємний радіальний приклад, який потрібно залишити, повинен бути меншим за радіус інструменту.
У разі використання кулькового або радіусного різця з від’ємною радіальною заготовкою для виходу, яка перевищує радіус кута, від’ємна осьова заготовка для виходу має бути меншою або дорівнювати радіусу кута.
 Налаштування вкладки зв’язування
Налаштування вкладки зв’язування
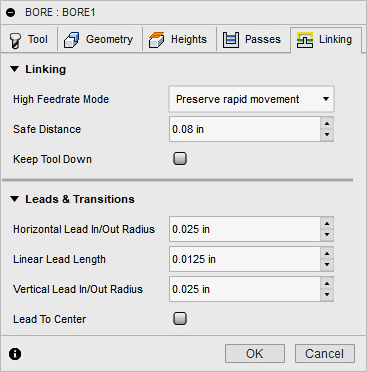
Режим високої швидкості подачі
Визначає, коли швидкі рухи мають виводитися як справжні швидкі (G0), а коли – як рухи з високою швидкістю подачі (G1).
- Зберегти швидкий рух – усі швидкі рухи збережено.
- Зберігати осьовий і радіальний швидкий рух – швидкі рухи, що рухаються лише горизонтально (радіально) або вертикально (аксіально), виводяться як справжні швидкі.
- Зберігайте осьовий швидкий рух – лише швидкі рухи, що рухаються вертикально.
- Зберігайте радіальний швидкий рух – лише швидкі рухи, що рухаються горизонтально.
- Зберігати швидкий рух по одній осі – лише швидкі рухи, що рухаються по одній осі (X, Y або Z).
- Завжди використовуйте високу подачу – Виводить швидкі рухи, оскільки (висока подача) рухається G01 замість швидких рухів (G0).
Цей параметр зазвичай встановлюється для уникнення зіткнень на порогах на машинах, які виконують рухи "собачої ноги" на швидкості.
Висока швидкість подачі
Швидкість подачі для швидких рухів виводиться як G1 замість G0.
Безпечна відстань
Мінімальна відстань між інструментом і поверхнею деталі під час відводу. Відстань вимірюється після того, як було застосовано вихідний запас, тому, якщо використовується від’ємний запас, слід звернути особливу увагу на те, щоб безпечна відстань була достатньо великою, щоб запобігти будь-яким зіткненням.
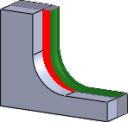
Горизонтальний вхідний радіус
Визначає радіус для горизонтальних початкових ходів.
 Горизонтальний ввідний радіус
Горизонтальний ввідний радіус
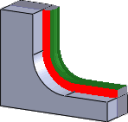
Горизонтальний вивідний радіус
Визначає радіус для горизонтальних вихідних ходів.
 Горизонтальний радіус виведення
Горизонтальний радіус виведення
Лінійна довжина проводу
Визначає довжину лінійних проводів.
Вертикальний радіус введення
Радіус вертикальної дуги, що згладжує переміщення входу, коли вона йде від ходу входу до самої траєкторії інструменту.
 Вертикальний радіус введення
Вертикальний радіус введення
Вертикальний радіус виведення
Визначає радіус вертикального виведення.
 Вертикальний радіус виведення
Вертикальний радіус виведення
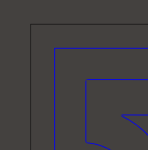
Ведуть до центру
Вказує, що провідний вхідний/вихідний рух має бути в центрі геометрії.
Орігінал сторінки: Bore