Посилання на конструкцію багатоосьових елементів
Ця функція є частиною розширення. Розширення — це гнучкий спосіб отримати доступ до додаткових можливостей у Fusion 360. Докладніше .
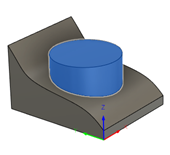
Використовуйте діалогове вікно Feature Construction, щоб указати деталі додаткової траєкторії Feature Construction.
Виробництво > Добавка > Багатоосьовий > Особлива конструкція ![]()
Діалог містить такі параметри:
Інструмент
Визначає інструмент депонування. Виберіть дріт для електричної дуги, лазерний порошок або лазерний дріт.
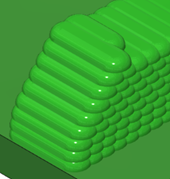
Ширина бісеру
Визначає ширину розплавленого матеріалу, який використовується для нанесення елементів.
Приклад малої ширини валика (ліворуч) і великого валика (праворуч) під час моделювання запасу:

Намистинка відрізняється від вихідної сировини (наприклад, дроту або порошку), яка подається в машину.
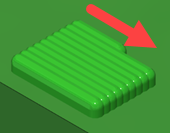
Внесення швидкості подачі
Визначає швидкість руху насаджувальної головки під час нанесення валика матеріалу.
Приклад кульки, яка відкладається під час симуляції запасу:
Швидкість подачі підведення
Визначає швидкість переміщення головки осадження під час руху осадження.
Швидкість подачі на виході
Визначає швидкість руху головки осадження під час виведення з ходу осадження.
Швидкість подачі
Визначає швидкість руху головки осадження під час руху до шару для осадження розплавленого матеріалу.
Базовий тип
Визначає форму базової поверхні, на яку потрібно нанести елементи.
- Площина : плоска поверхня в площині XY.
- Циліндр : циліндрична поверхня.
- Поверхня обертання : поверхня, утворена обертанням кривої навколо осі X.
- Довільна : поверхня довільної форми.
База
Визначає базову поверхню.
На полотні клацніть одну або кілька граней.
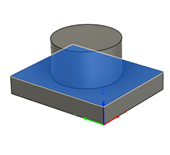
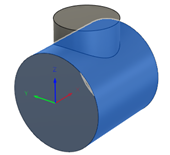
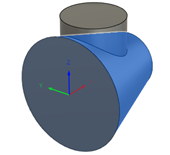
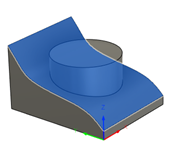
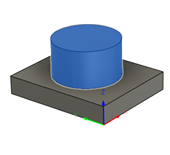
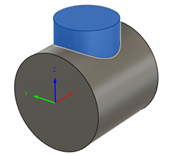
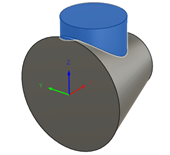
Зліва направо приклад плоскої поверхні в площині XY, циліндричної поверхні, поверхні, утвореної обертанням кривої, і поверхні вільної форми:
Особливість
Визначає функції, які ви хочете внести.
На полотні клацніть тіла або обличчя тіл.
Зліва направо приклад елемента на плоскій основі, циліндричній основі, поверхні обертання та довільній основі:
Орієнтація інструменту
Замінює орієнтацію інструмента, визначену в налаштуваннях.
Для отримання додаткової інформації див. Огляд орієнтації інструменту .
Модель
Замінює геометрію моделі (поверхні або тіла), визначену в налаштуваннях.
Висота зазору
Визначає першу висоту, до якої швидко рухається інструмент на шляху до початку додаткової траєкторії.
-
Висота втягування: поступове зміщення від висоти втягування.
-
Верх моделі : поступове зміщення від верху моделі.
-
Нижня частина моделі: поступове зміщення від нижньої частини моделі.
-
Вибір: поступове зміщення від точки (вершини), ребра або грані, вибраних на моделі.
-
Початок (абсолютний): абсолютне зміщення від початку, визначене в налаштуваннях або в групі «Орієнтація інструменту».
Висота втягування
Визначає висоту, на яку підіймається інструмент перед наступним проходом.
-
Зазорна висота: поступове зміщення від зазорної висоти.
-
Верх моделі : поступове зміщення від верху моделі.
-
Нижня частина моделі: поступове зміщення від нижньої частини моделі.
-
Вибір: поступове зміщення від точки (вершини), ребра або грані, вибраних на моделі.
-
Початок (абсолютний): абсолютне зміщення від початку, визначене в налаштуваннях або в групі «Орієнтація інструменту».
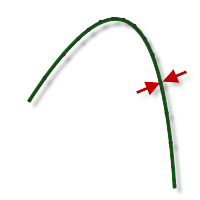
Толерантність
Допуск на обробку — це сума допусків, які використовуються для формування траєкторії інструменту та тріангуляції геометрії. Будь-які додаткові допуски фільтрації необхідно додати до цього допуску, щоб отримати загальний допуск.
Приклад вільного допуску (ліворуч) і вузького допуску (праворуч):
 |
| 
Керування контурним рухом верстата з ЧПК здійснюється за допомогою команд лінії G1 і дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії інструментів сплайнів і поверхонь шляхом їх лінеаризації; створення багатьох коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Перші два не становлять великої проблеми, оскільки Fusion 360 обчислює дуже швидко, а більшість сучасних елементів керування мають щонайменше 1 МБ оперативної пам’яті. Однак короткі переміщення ліній у поєднанні з високою швидкістю подачі можуть призвести до явища, відомого як брак даних.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на нових машинах, таких як система керування Haas Automation. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
Переступити
Визначає горизонтальний крок між проходами заповнення на шарі.
Заповнення
Додає проходи заповнення всередині функції.
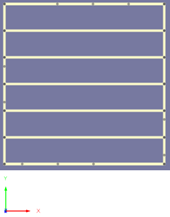
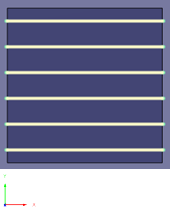
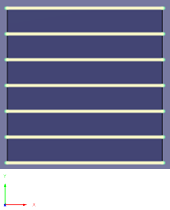
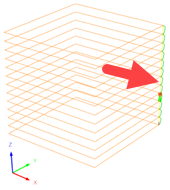
Додаткова траєкторія розрізає об’єкти на шари. Кожен шар складається з проходів по периметру, проходів заповнення або обох.
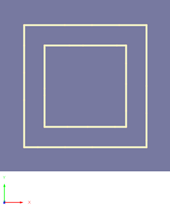
Зліва направо приклад лише заповнень, лише периметрів, а також заповнень і периметрів:
Допомога на перехід
Визначає відсоткове відхилення від горизонтального кроку.
Перехід регулюється, щоб забезпечити більш рівномірне нанесення на базову поверхню. Наприклад, якщо крок дорівнює 10 мм, а припуск дорівнює 10%, крок може коливатися від 9 мм до 11 мм.
Приклад 0% (ліворуч) і 10% (праворуч):
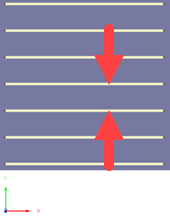
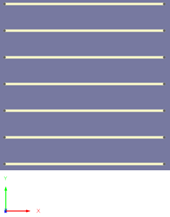
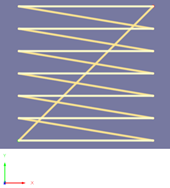
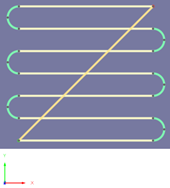
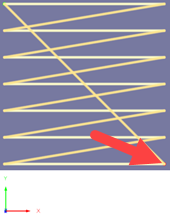
Напрямок
Контролює, чи відбувається внесення під час проходів заповнення лише в одному напрямку ( One Way ) чи в обох напрямках ( Two Way ).
Приклад заповнень, коли вибрано One Way (ліворуч) і коли вибрано Two Way (праворуч):
Початковий кут
Визначає початкову позицію проходів заповнення по відношенню до WCS.
Зліва направо, приклад верхнього лівого , верхнього правого , нижнього лівого та нижнього правого кутів :
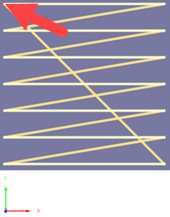
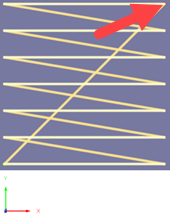
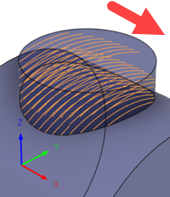
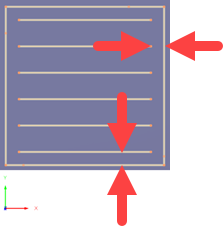
Початкова позиція
Контролює напрямок руху для проходів заповнення вздовж осі X.
Приклад проходів заповнення, що рухаються вздовж основи циліндра з початкової позиції Мінімум X (ліворуч) і з початкової позиції Максимуму X (праворуч):
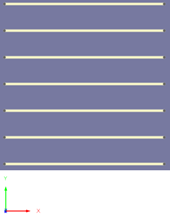
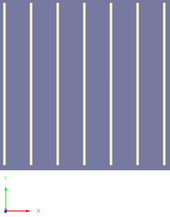
Кут
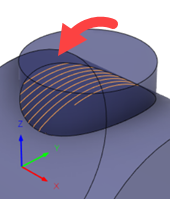
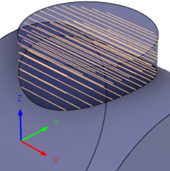
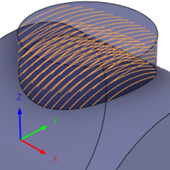
Визначає кут проходів заповнення на першому шарі, виміряний проти годинникової стрілки від осі X навколо осі Z.
Зліва направо, приклад 0 градусів, 45 градусів і 90 градусів:

Кутовий візерунок
Контролює повторення проходів заповнення під час просування шарів угору.
Приклад кута повороту 45 градусів (ліворуч) і альтернативного кута 45 градусів (праворуч):


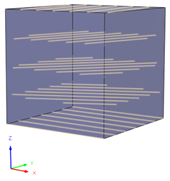
Кут повороту
Визначає збільшення кута для кожного наступного шару проходів заповнення. Кут вимірюється проти годинникової стрілки від осі X навколо осі Z.
Приклад 25 градусів (ліворуч) і 45 градусів (праворуч):
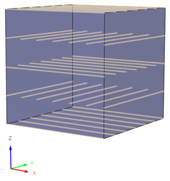
Альтернативний кут
Визначає кут для кожного іншого шару проходів заповнення. Кут вимірюється проти годинникової стрілки від осі X навколо осі Z.
Приклад 45 градусів (ліворуч) і 90 градусів (праворуч):
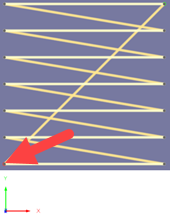
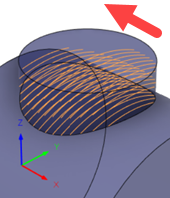
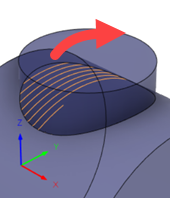
Обертовий напрямок
Контролює напрямок руху для проходів заповнення, як це сприймається, дивлячись вниз по осі X.
Приклад проходів заповнення, що рухаються через основу циліндра за годинниковою стрілкою (ліворуч) і проти годинникової стрілки (праворуч):
Стиль
Контролює, чи проходи заповнення вздовж або впоперек осі X.
Приклад уздовж вибраного (ліворуч) і поперек вибраного (праворуч):
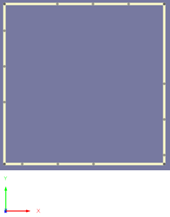
Периметр
Додає проходи по периметру об’єкта.
Додаткова траєкторія розрізає об’єкт на шари. Кожен шар складається з проходів по периметру, проходів заповнення або обох.
Зліва направо приклад лише заповнень, лише периметрів, а також заповнень і периметрів:
порядок
Контролює додавання проходів по периметру до чи після проходів заповнення.
Ширина зазору
Визначає простір між проходами по периметру та проходами заповнення.
Ступінь
Контролює, як будь-яка додана товщина застосовується до краю об’єкта.
-
Кількість проходів : дозволяє вказати кількість додаткових проходів зі зміщенням назовні та всередину проходів по периметру.
-
Відстань : дозволяє вказати відстань назовні та всередину проходів по периметру та автоматично додавати якомога більше додаткових проходів на основі кроку.
Зліва направо приклад вибраного зміщення назовні , вибраного зміщення всередину та вибраного зсуву назовні та всередину :
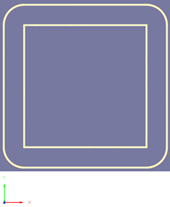
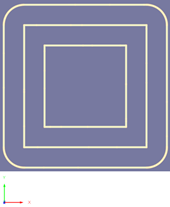
Зовнішні зсуви
Визначає кількість додаткових проходів, зміщених назовні від проходів по периметру. Додатне ненульове значення додає товщину зовнішньої стінки елемента.
Внутрішні зсуви
Визначає кількість додаткових проходів, зміщених усередину від проходів по периметру. Позитивне ненульове значення додає товщину всередині стінки елемента.
Мінімальна зовнішня відстань
Визначає відстань, зміщену назовні від проходів по периметру. У межах цього зміщення додаткові проходи автоматично додаються на основі кроку.
Мінімальна відстань всередину
Визначає відстань, зміщену всередину від проходів по периметру. У межах цього зміщення додаткові проходи автоматично додаються на основі кроку.
Обертання всередині шарів
Визначає збільшення кута початкової позиції для проходів по периметру на одному шарі. Кут вимірюється проти годинникової стрілки від осі X навколо осі Z.
Зміна початкових положень запобігає утворенню видимого шва на нанесеному валику.
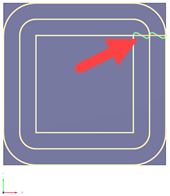
Приклад 0 градусів, що викликає шов.
Обертання між шарами
Визначає збільшення кута початкової позиції для проходів по периметру на наступних шарах. Кут вимірюється проти годинникової стрілки від осі X навколо осі Z.
Зміна початкових положень запобігає утворенню видимого шва на нанесеному валику.
Приклад 0 градусів, що викликає шов.
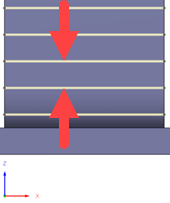
Зміщення від основи
Визначає відстань між базовою поверхнею та першим шаром проходів.
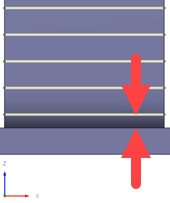
Товщина шару
Визначає відстань між кожним наступним шаром проходів.
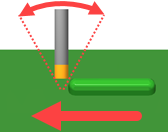
Вісь інструменту
Додає додаткові елементи керування віссю інструменту, наприклад, наскільки далеко інструмент може нахилятися вперед, назад або вбік.
Елементи керування віссю інструменту допомагають утримувати головку інструмента для наплавлення під певним кутом під час напилення
Нахил вперед
Визначає кількість градусів, на яку інструмент має нахилятися вперед (позитивне значення) або назад (від’ємне значення) відносно напрямку руху.
Бічний нахил
Визначає кількість градусів, на яку інструмент має нахилятися вбік відносно напрямку руху.
Режим
Керує віссю інструменту для проходів по периметру.
-
Нормальна базова поверхня : зберігає вісь інструмента нормальною до базової поверхні.
-
До попереднього шару : вирівнює вісь інструмента по дотичній до нахилу поверхні.
Політика відкликання
Контролює переміщення інструменту між проходами.
-
Повне відведення : повністю втягує інструмент на висоту відводу в кінці проходу, перш ніж переміститися вище початку наступного проходу.
-
Мінімальне відведення : рух прямо вгору до найменшої висоти, де інструмент очищає заготовку, плюс будь-яка визначена безпечна відстань.
-
Найкоротший шлях : переміщує інструмент на найкоротшу відстань по прямій лінії між шляхами.
Важливо: параметр «Найкоротший шлях» не слід використовувати на машинах, які не підтримують лінеаризовані швидкі рухи, де рухи G0 є прямолінійними (на відміну від рухів G0, які рухають усі осі з максимальною швидкістю, іноді називають рухами «зубчасті» рухи). Недотримання цього правила призведе до руху машини, який не зможе належним чином змоделювати програмне забезпечення, і може призвести до збоїв інструменту.
Для машин, які не підтримують лінеаризовані швидкі рухи, постпроцесор можна модифікувати для перетворення всіх ходів G0 у рухи G1 з високою подачею. Зв’яжіться зі службою технічної підтримки, щоб отримати додаткову інформацію або вказівки щодо модифікації постпроцесорів, як описано.
Безпечна відстань
Визначає мінімальну відстань між інструментом і поверхнею деталі під час відведення. Відстань вимірюється після того, як було застосовано вихідний запас, тому, якщо використовується від’ємний запас, слід звернути особливу увагу на те, щоб безпечна відстань була достатньо великою, щоб запобігти будь-яким зіткненням.
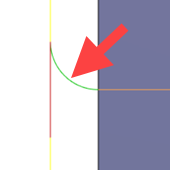
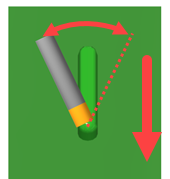
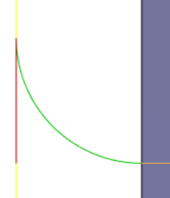
Привести в
Визначає радіус для початкових ходів.
Приклад радіуса 2 мм (ліворуч) і 0,5 мм (праворуч):
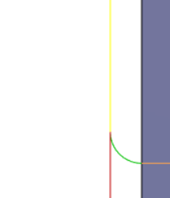
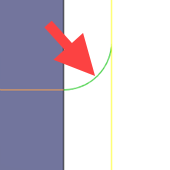
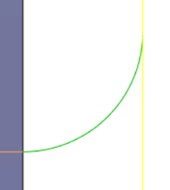
Виведення
Визначає радіус для вихідних ходів.
Приклад радіуса 0,5 мм (ліворуч) і радіуса 2 мм (праворуч):

Тип переходу
Визначає тип з’єднання між проходами.
- Без контакту : кроки вбік не з’єднані один з одним на одному Z-рівні, а з’єднані рухом відведення.
- Пряма лінія : простіші прямі з’єднання за допомогою прямих ліній.
- Найкоротший шлях : Найкоротший можливий шлях між зонами обробки – як правило, рух по прямій лінії.
- Плавний : Використовуйте плавні тангенціальні рухи, використовуючи справжні дуги, де це необхідно.
Орігінал сторінки: MultiAxis Feature Construction reference