Стандартні результати моделювання лиття під тиском
Стандартні результати лиття під тиском генеруються під час аналізу, і ви можете переглянути їх, щойно вони стануть доступними, навіть якщо аналіз не завершено. Стандартні результати можна знайти у вузлах Fill + Pack або Warp браузера Results.
- Результати у вузлі Fill + Pack у веб-переглядачі надають вам дані про те, як пластик тече через порожнину, температуру потоку в різний час, де пластик твердіє, де стикаються фронти потоку, де ймовірно виникають сліди раковини. , скільки часу потрібно, щоб пластик охолонув до температури викиду тощо.
- Результати у вузлі Деформація веб-переглядача надають вам інформацію про те, як пластик, ймовірно, зменшиться, коли охолоне до кімнатної температури, і як деталь може деформуватися внаслідок цього.
| Назва результату | приклад | Показує… | Доступ |
|---|---|---|---|
| Повітряні пастки | 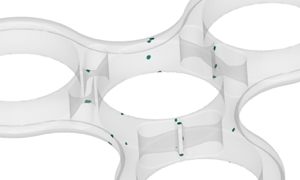 |
Розташування та ймовірність захоплення повітря, коли фронти пластичного потоку сходяться з різних напрямків. Повітряні пастки можуть спричинити дефекти поверхні та неповне заповнення, цьому можна запобігти за допомогою достатньої вентиляції. | Браузер |
| Середнє температура (кінець заповнення) | 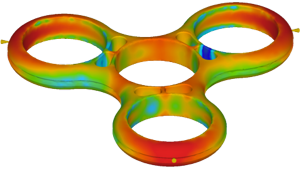 |
Середня температура по товщині деталі в кінці заповнення. Занадто низька температура може спричинити проблеми з наповненням, а надмірна температура може спричинити довший час охолодження. | Браузер |
| Відхилення (всі ефекти) | 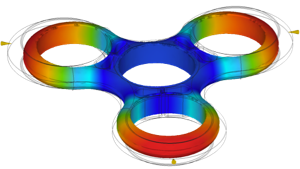 |
Остаточна форма, яка виникає в результаті поєднання усадки та викривлення деталі. Деформація спричинена змінами в усадці та на неї впливають конструкція деталі, параметри процесу та матеріал. | Браузер |
| Анімація заливки |  |
Прогресування пластику, коли він заповнює порожнину форми, що впливає на якість деталей. Перевірте наявність незаповнених ділянок, зварних ліній і повітряних пасток. | Браузер |
| Наповнити впевненістю | 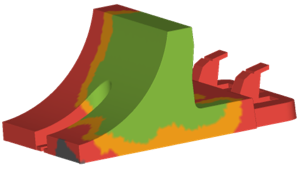 |
Наскільки легко заповниться деталь. Спробуйте зменшити помаранчеві та червоні області, щоб зменшити ризик неповного заповнення (короткий удар). | Браузер |
| Заповнюється з місця введення | 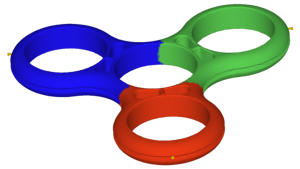 |
Для якого воріт надходить матеріал, для частини з кількома ворітами. Перевірте наявність нерівномірного розподілу кольорів, що свідчить про нерівномірне заповнення. | Браузер |
| Температура фронту подачі | 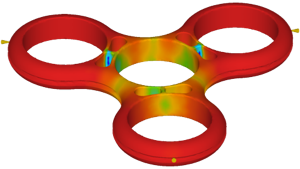 |
Температура фронту пластичного потоку, коли він досягає будь-якої заданої області. Щоб уникнути проблем із якістю, намагайтеся підтримувати коливання температури в межах 2–5 °C. | Браузер |
| Тиск впорскування | 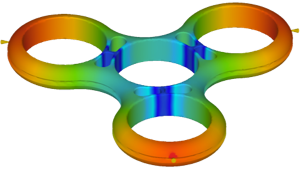 |
Тиск, необхідний для проштовхування пластику з місця ін’єкції в деталь. Тиск впорскування не повинен перевищувати 50% потужності тиску впорскування машини, яка становить 90 МПа для машини за замовчуванням. | Браузер |
| Прогноз якості |  |
Наскільки добре можна формувати деталь і де можуть виникнути проблеми. Спробуйте зменшити помаранчеві та червоні області, щоб зменшити ризик проблем із якістю. | Браузер |
| Глибина знака раковини | 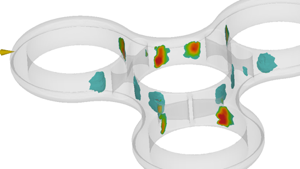 |
Наявність і розташування западин на поверхні, які призведуть до візуальних дефектів. Сліди від раковини зазвичай викликані деталями на протилежній стороні поверхні. | Браузер |
| Затверділий пластик (кінець заповнення) | 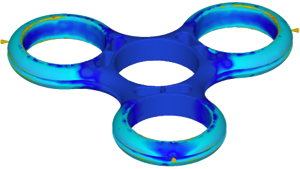 |
Яка частина пластикового поперечного перерізу затверділа в кінці фази заповнення, що може вплинути на викривлення. Наприкінці заповнення деталь має бути замерзла менш ніж на 25%. | Браузер |
| Затверділий пластик (викид) |  |
Яка частина пластикового поперечного перерізу затверділа під час виштовхування. Рівень затвердіння може вплинути на викривлення, і, в ідеалі, деталь повинна бути принаймні на 80% затверділою під час викидання. | Браузер |
| Час до температури викиду | 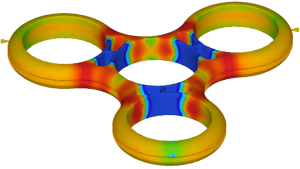 |
Час, необхідний для достатнього замерзання пластику для викиду. Шукайте області, які мають значно довший час викиду. Зведіть до мінімуму коливання часу в частині. | Браузер |
| Об'ємна усадка (викид) | 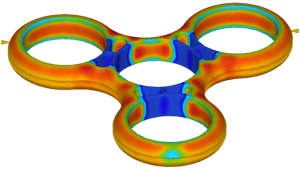 |
Розподіл зменшення об’єму, яке відбувається під час затвердіння пластику, у відсотках. Зведіть до мінімуму коливання усадки, щоб зменшити ризик викривлення. | Браузер |
| Допуск до короблення |  |
Де викривлення деталі перевищує поріг допуску (червоним). Деформація спричинена змінами в усадці та на неї впливають конструкція деталей і налаштування процесу. | Браузер |
| Лінії зварювання |  |
Там, де зустрічаються два фронти течії. Лінії зварювання можуть створювати слабкі місця та/або візуальні дефекти. Уникайте зварних ліній на естетичних поверхнях або ділянках, які потребують високої міцності. | Браузер |
Орігінал сторінки: Injection Molding Simulation