Зразки програмного коду для ЧПУ
Це зразки типів змін коду, які можна зробити за допомогою параметрів на вкладці «Параметри» . Це не повний список, показано лише найпоширеніші зміни коду.
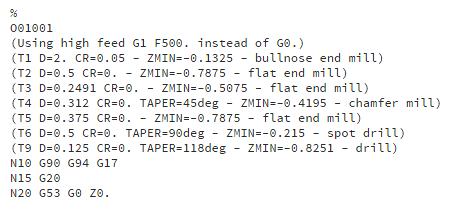
Ім'я/номер – введіть назву або номер програми залежно від вимог вашого керування ЧПУ. У багатьох елементах керування G-Code це відображається як перший рядок програми NC. Передує буква «О».
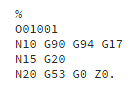
Коментар – введіть опис завдання обробки. Це може бути номер деталі, ім’я клієнта або спеціальна інформація про кріплення. Зазвичай це відображається як коментар у перших кількох рядках програми ЧПУ.
Додаткова зупинка – виводить машинний код для зупинки руху машини на основі умови, встановленої на ЧПК. Використовується для зупинки верстата між операціями траєкторії для перевірки деталі/інструмента. Показано нижче в рядку N79.
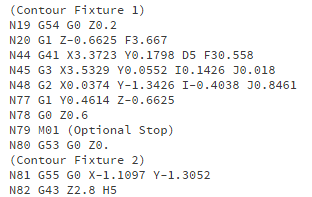
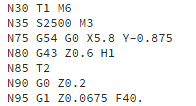
Інструмент попереднього завантаження . Також називається «Попереднє завантаження інструменту». Цей інструмент попередньо задає наступний інструмент, щоб він був готовий до послідовності зміни інструменту. Рядок N30 Викликає зміну інструменту Інструмента 1, а рядок N85 попередньо завантажує/стадії Інструмент 2 інструмент для наступної операції.
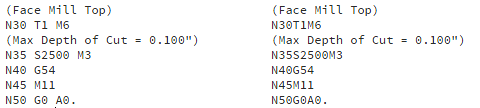
Розділяйте слова пробілами – додає пробіл між кодовими словами NC для полегшення читання оператором.
Збільшення порядкового номера – визначає, як мають збільшуватися номери блоків.
Починається з 10 і збільшується на 5. – Починається з 2 і збільшується на 2.

Початковий порядковий номер – вказує номер для першого блоку коду в програмі ЧПУ.
Починається з 10 і збільшується на 5. – Починається з 2 і збільшується на 2.
Використовувати порядкові номери – вказує, чи потрібно використовувати номери блоків у програмі ЧПУ.
Порядкові номери увімкнено – порядкові номери вимкнено

Радіусні дуги – змінює формат дуг із визначення центру IJK на дугу, визначену розміром радіуса.

Запис машини – записує інформацію про машину, яка вказана в постпроцесорі машини, до програми ЧПУ.
Написати список інструментів – створює список інструментів у програмі NC. Може містити таку інформацію, як номер інструменту, розмір інструмента та корекція інструмента.
Орігінал сторінки: NC program code samples reference