Слот
Слот фрезерує контур центральної лінії, вибравши «Краї» або «Ескізи». Він не контурує периметр вибраного слота. Інструмент має мати ширину фактичного слота або менше. Форма слота може бути відкритою або закритою, прямою, круглою або містити кілька кривих. Але це має бути суцільна форма прорізу по ширині. Корисно для очищення каналу перед обробкою межі.
Виробництво > Фрезерування > 2D > Слот ![]()
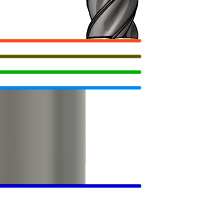
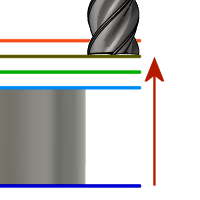
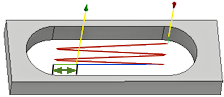
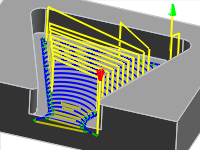
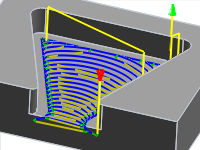
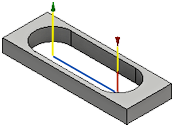
На анімації нижче показано проріз шириною 10 мм. Шліц обробляється інструментом діаметром 10 мм.
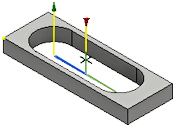
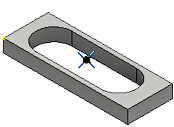
Параметри за замовчуванням для слота дозволяють збільшувати його до кінцевої глибини. Виберіть нижній край або ескіз, який представляє проріз.
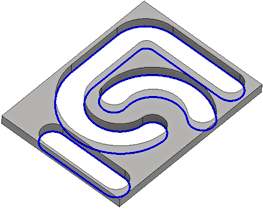
Вибір геометрії для операції слота |
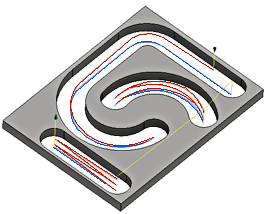
Траєкторія, створена для вибраної геометрії |
 Налаштування вкладки інструментів
Налаштування вкладки інструментів
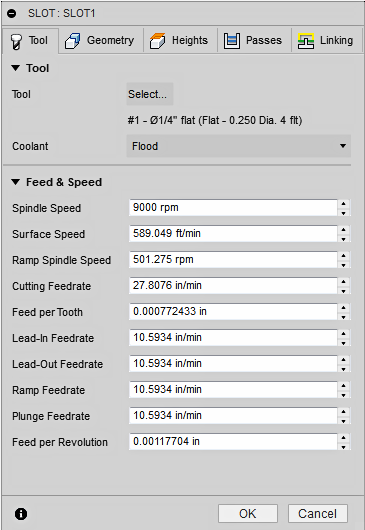
Охолоджуюча рідина
Виберіть тип охолоджувальної рідини, яка використовується з верстатом. Не всі типи будуть працювати з усіма машинними постпроцесорами.
Подача та швидкість
Параметри різання шпинделя та швидкості подачі.
- Швидкість шпинделя – швидкість обертання шпинделя, виражена в обертах за хвилину (RPM)
- Поверхнева швидкість – швидкість, з якою матеріал рухається повз ріжучу кромку інструменту (SFM або м/хв)
- Ramp Spindle Speed ( Швидкість обертання шпинделя) – швидкість обертання шпинделя під час виконання рухів з нахилом
- Швидкість подачі при різанні – швидкість подачі, що використовується для регулярних рухів різання. Виражається в дюймах/хв (IPM) або мм/хв
- Подача на зуб – Швидкість подачі різання, виражена як подача на зуб (FPT)
- Швидкість подачі на вході – подача, яка використовується для початку руху різання.
- Швидкість подачі на виході – подача, що використовується під час виведення з ходу різання
- Швидкість подачі рампи – подача, яка використовується під час виготовлення гвинтових рамп на складі
- Швидкість подачі занурення – подача, яка використовується під час занурення в запас
- Подача за оборот – Швидкість подачі занурення, виражена як подача за оборот
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія
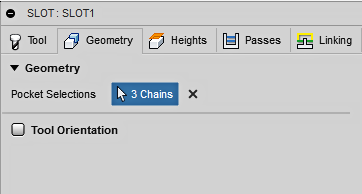
Геометрія
Слот можна використовувати на будь-якій грані або ескізі, які представляють форму слота.
Кишеньковий вибір
Закриті або відкриті межі можна обробити, вибравши Краї або Ескізи. Форма слота може бути прямою, круглою або містити кілька кривих. Але це має бути суцільна форма прорізу по ширині.
|
Вибір геометрії для операції слота |
Траєкторія, створена для вибраної геометрії |
Орієнтація інструменту
Визначає, як визначається орієнтація інструмента за допомогою комбінації параметрів орієнтації тріади та початку.
Розкривне меню «Орієнтація» містить такі параметри для встановлення орієнтації осей тріади X, Y та Z:
- Налаштувати орієнтацію WCS – використовує систему координат заготовки (WCS) поточного налаштування для орієнтації інструменту.
- Орієнтація моделі – використовує систему координат (WCS) поточної деталі для орієнтації інструменту.
- Виберіть вісь Z/площину та вісь X. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь X. Обидві осі Z і X можна повертати на 180 градусів.
- Виберіть вісь Z/площину та вісь Y. Виберіть грань або ребро, щоб визначити вісь Z, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі Z і Y можна повертати на 180 градусів.
- Виберіть осі X і Y. Виберіть грань або ребро, щоб визначити вісь X, і іншу грань або ребро, щоб визначити вісь Y. Обидві осі X і Y можна повертати на 180 градусів.
- Вибір системи координат – встановлює певну орієнтацію інструмента для цієї операції на основі визначеної користувачем системи координат у моделі. Тут використовуються як початок, так і орієнтація існуючої системи координат. Використовуйте це, якщо ваша модель не містить відповідної точки та площини для вашої операції .
Розкривне меню «Початок » пропонує такі параметри для визначення місця початку тріади:
- Початкова точка налаштування WCS – Використовує початкову систему координат заготовки (WCS) поточного налаштування для початкової точки інструменту.
- Початок моделі – використовує початок системи координат (WCS) поточної деталі для початку інструменту.
- Вибрана точка – виберіть вершину або ребро для початку тріади.
- Точка рамки запасу – виберіть точку на рамці обмеження запасу для початку тріади.
- Точка рамки моделі – виберіть точку на рамці обмежування моделі для початку тріади.
 Налаштування вкладки «Висота».
Налаштування вкладки «Висота».
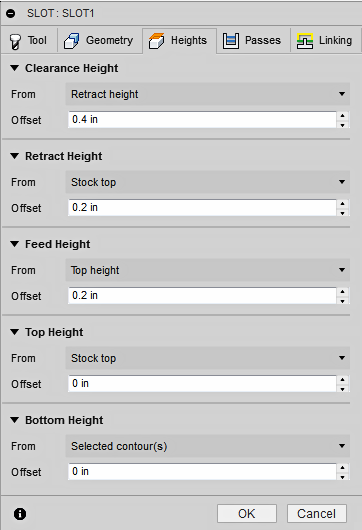
Висота зазору
Висота зазору – це перша висота, до якої швидко рухається інструмент на шляху до початку траєкторії інструменту.
 Висота зазору
Висота зазору
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти зазору
Застосовується зміщення висоти зазору , яке залежить від вибору висоти зазору у розкривному списку вище.
Висота втягування
Висота відведення встановлює висоту, на яку підіймається інструмент перед наступним проходом різання. Висота втягування має бути вище Feed height і Top . Висота відведення використовується разом із наступним зміщенням для встановлення висоти.
 Висота втягування
Висота втягування
- Висота зазору: поступове зміщення від висоти зазору .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти втягування
Застосовується зміщення висоти відведення , яке залежить від вибору висоти відведення у розкривному списку вище.
Висота корму
Висота подачі встановлює висоту, до якої швидко рухається інструмент перед зміною швидкості подачі/занурення для входу в деталь. Висота подачі повинна бути вище верху . Під час свердління ця висота використовується як початкова висота подачі та висота втягування. Висота подачі використовується разом із наступним зсувом для встановлення висоти.
 Висота корму
Висота корму
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Вимкнено: вимкнення висоти подачі спричиняє швидке опускання інструменту до входу.
- Верхня висота: поступове зміщення від верхньої висоти .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Зміщення висоти подачі
Застосовується зміщення висоти подачі відносно вибору висоти подачі у розкривному списку вище.
Верхня висота
Верхня висота встановлює висоту, яка описує верх розрізу. Верхня висота має бути вище нижньої . Верхня висота використовується разом із наступним зміщенням для встановлення висоти.
 Верхня висота
Верхня висота
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Нижня висота: поступове зміщення від нижньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Верхнє зміщення
Верхнє зміщення застосовано та є відносно вибору верхньої висоти у розкривному списку вище.
Висота дна
Нижня висота визначає остаточну висоту/глибину обробки та найменшу глибину, на яку інструмент опускається в заготовку. Нижня висота повинна бути нижче верхньої . Для встановлення висоти використовується нижня висота разом із наступним зміщенням.
 Висота дна
Висота дна
- Висота зазору: поступове зміщення від висоти зазору .
- Висота втягування: поступове зміщення від висоти втягування .
- Висота подачі: поступове зміщення від висоти подачі .
- Верхня висота: поступове зміщення від верхньої висоти .
- Верх моделі: поступове зміщення від верху моделі .
- Нижня частина моделі: поступове зміщення від нижньої частини моделі .
- Stock Top: поступове зміщення від Stock Top .
- Дно запасу: поступове зміщення від дна запасу .
- Вибрані контури: поступове зміщення від контуру , вибраного на моделі.
- Вибір: поступове зміщення від точки (вершини) , ребра або грані, вибраних на моделі.
- Початкова точка (абсолютна): абсолютне зміщення від Початкової точки , визначене або в налаштуваннях , або в орієнтації інструменту в рамках конкретної операції.
Нижнє зміщення
Застосовується нижнє зміщення відносно вибору нижньої висоти у розкривному списку вище.
 Передає налаштування вкладки
Передає налаштування вкладки
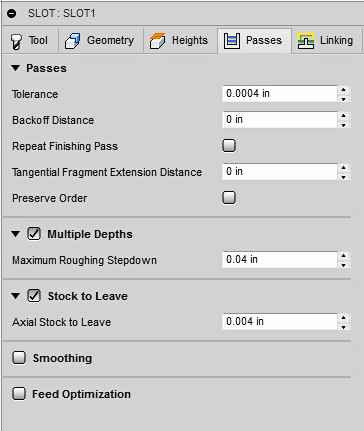
Толерантність
Допуск, який використовується під час лінеаризації геометрії, наприклад сплайнів і еліпсів. Допуск приймається як максимальна відстань хорди.
 |
 |
| Вільна толерантність .100 | Жорстка толерантність .001 |
Керування контурним рухом верстата з ЧПК здійснюється за допомогою команд лінії G1 і дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії інструментів сплайнів і поверхонь шляхом їх лінеаризації; створення багатьох коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Перші два не становлять великої проблеми, оскільки Fusion 360 обчислює дуже швидко, а більшість сучасних елементів керування мають принаймні 1 МБ оперативної пам’яті. Однак короткі переміщення ліній у поєднанні з високою швидкістю подачі можуть призвести до явища, відомого як брак даних.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на нових машинах, таких як система керування Haas Automation. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
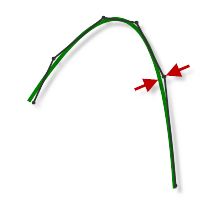
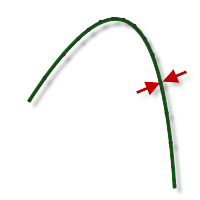
Відстань відступу
Після досягнення кінця різу інструмент відступить від стіни перед тим, як втягнутися.

Backoff встановлено на 0,0 |
Відкат встановлено на 0,25 |
Повторити фінішний пас
Після перевірки інструмент робить додатковий надріз, щоб видалити будь-який припас, що залишився внаслідок відхилення інструменту.
|
Finish Pass вимкнено |

Finish Pass увімкнено |
Відстань дотичного розширення фрагмента
Визначає тангенціальне розширення проходів на відкритих слотах
Зберігати порядок
Якщо позначено, функції обробляються в тому порядку, у якому вони були вибрані. Якщо не позначено, порядок траєкторії оптимізується для найефективнішої траєкторії.
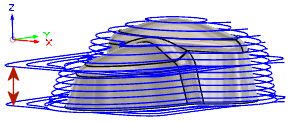
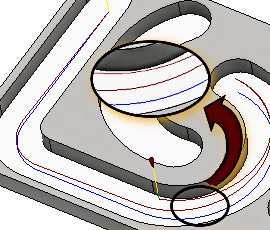
Кілька глибин
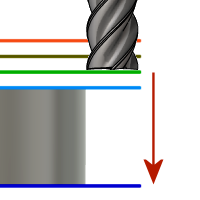
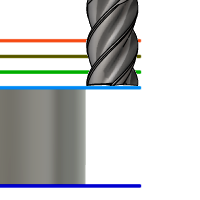
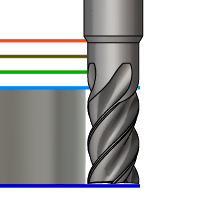
За замовчуванням для слота налаштовується на глибину. Це буде зигзагом на всю глибину. Один із способів зменшити навантаження на інструмент – виконати кілька глибинних різів.
|
Немає різання з різною глибиною. |

Кілька глибин (синя лінія) |
Максимальний крок вниз
Визначає відстань для максимального кроку вниз між Z-рівнями. Максимальне зниження застосовується до повної глибини за вирахуванням будь-якого залишку запасу та кількості фінішного проходу.
 |
 |
- Кінцевий пас може бути меншим за максимальний крок.
- Показано без завершення переходу.
Осьовий (підлоговий) запас для відпустки
Контролює кількість матеріалу, який залишиться в осьовому напрямку (вздовж осі Z), тобто на кінці інструменту. Використання від’ємного значення запасу видаляє більше матеріалу з підлоги слота.
Згладжування
Згладжує траєкторію інструменту, видаляючи зайві точки та підганяючи дуги, де це можливо, у межах заданого допуску фільтрації.
 |
 |
| Згладжування вимкнено | Увімкнено згладжування |
Згладжування використовується для зменшення розміру коду без шкоди для точності. Згладжування працює шляхом заміни колінеарних ліній однією лінією та дотичних дуг для заміни кількох ліній у вигнутих областях.
Наслідки згладжування можуть бути драматичними. Розмір файлу G-коду може бути зменшено на 50% або більше. Машина працюватиме швидше та плавніше, а обробка поверхні покращиться. Рівень скорочення коду залежить від того, наскільки траєкторія інструменту піддається згладжуванню. Траєкторії, які пролягають переважно в основній площині (XY, XZ, YZ), як і паралельні траєкторії, добре фільтруються. Ті, які цього не роблять, наприклад 3D Scallop, зменшуються менше.
Толерантність до згладжування
Визначає допуск фільтра згладжування.
Згладжування працює найкраще, коли Допуск (точність, з якою створюється вихідний лінеаризований шлях) дорівнює або перевищує допуск Згладжування (підгонка дуги лінії).
Оптимізація кормів
Вказує, що подачу слід зменшити в кутах.
Максимальна зміна напрямку
Визначає максимальну кутову зміну, дозволену до зменшення швидкості подачі.
Зменшений радіус подачі
Визначає мінімальний радіус, дозволений до зменшення подачі.
Зменшена відстань подачі
Визначає відстань для зменшення подачі перед кутом.
Знижена швидкість подачі
Визначає зменшену швидкість подачі, яка використовується в кутах.
Тільки внутрішні кути
Увімкніть лише для зменшення швидкості подачі на внутрішніх кутах.
 Налаштування вкладки зв’язування
Налаштування вкладки зв’язування
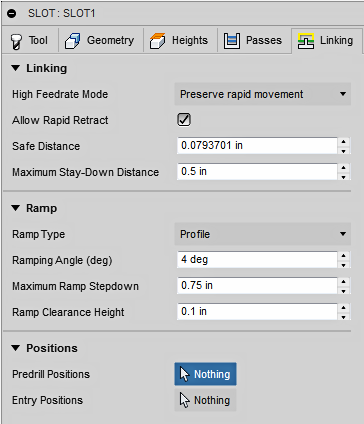
Режим високої швидкості подачі
Визначає, коли швидкі рухи мають виводитися як справжні швидкі (G0), а коли – як рухи з високою швидкістю подачі (G1).
- Зберегти швидкий рух – усі швидкі рухи збережено.
- Зберігати осьовий і радіальний швидкий рух – швидкі рухи, що рухаються лише горизонтально (радіально) або вертикально (аксіально), виводяться як справжні швидкі.
- Зберігайте осьовий швидкий рух – лише швидкі рухи, що рухаються вертикально.
- Зберігайте радіальний швидкий рух – лише швидкі рухи, що рухаються горизонтально.
- Зберігати швидкий рух по одній осі – лише швидкі рухи, що рухаються лише по одній осі (X, Y або Z).
- Завжди використовуйте високу подачу – Виводить швидкі рухи, оскільки (висока подача) рухається G01 замість швидких рухів (G0).
Цей параметр зазвичай встановлюється для уникнення зіткнень на порогах на машинах, які виконують рухи "собачої ноги" на швидкості.
Висока швидкість подачі
Швидкість подачі для швидких рухів виводиться як G1 замість G0.
Дозволити швидке втягування
Якщо ввімкнено, відведення виконується швидкими рухами (G0). Вимкнення для примусового втягування на швидкості подачі на виході.
Безпечна відстань
Мінімальна відстань між інструментом і поверхнею деталі під час відводу. Відстань вимірюється після того, як було застосовано вихідний запас, тому, якщо використовується від’ємний запас, слід звернути особливу увагу на те, щоб безпечна відстань була достатньо великою, щоб запобігти будь-яким зіткненням.
Максимальна відстань перебування внизу
Визначає максимальну відстань, дозволену для рухів утримування.
1" Максимальне перебування внизу |
2" Максимальна відстань перебування внизу |
Тип рампи
Визначає, як фреза рухається вниз для кожної глибини пропилу.
Передсвердлити. |
Розташування точки передріллі. |
Занурення на початку різу. |
|

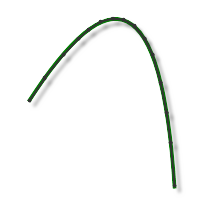
Профіль. |
Профіль повторює форму прорізу. Це стандартний тип рампи. Інструмент буде нахилятися під заданим кутом для довжини щілини. Щоб досягти повної глибини, може знадобитися багаторазове зміщення зіп-загом. Ви можете обмежити глибину рампи за допомогою Maximum Ramp Stepdown |
Кут нахилу (град)
Визначає максимальний кут нахилу. Якщо для параметра «Тип нахилу» встановлено значення «Профіль», інструмент буде нахилятися під указаним кутом для довжини слота.
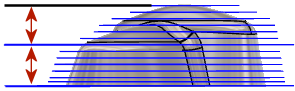
Максимальне зниження рампи
Визначає максимальну глибину нахилу під час використання Профілю – Тип нахилу на довгих слотах. Це обмежить навантаження на інструмент для дуже глибоких або дуже коротких пазів.
.750" Максимальне зниження рампи |

.300" Максимальне зниження рампи |
Висота зазору рампи
Висота над заготовкою, де починається траєкторія інструменту рампи.
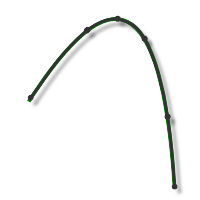
Позиції попереднього свердління
Виберіть точки, де просвердлені отвори, щоб забезпечити простір для входу фрези в матеріал. Використовується з Predrill – Ramp Type.
|
Розташування точки передріллі. |
Занурення починається в точці Predrill. |
Вхідні позиції
Виберіть геометрію поблизу місця, куди потрібно ввести інструмент.
Орігінал сторінки: Slot