Посилання на токарну частину
 Налаштування вкладки інструментів
Налаштування вкладки інструментів

Інструмент
Виберіть із бібліотеки інструмент «Розрізання» або «Відрізання» або створіть новий інструмент «Відрізання».
Охолоджуюча рідина
Виберіть тип охолоджувальної рідини, який слід використовувати з інструментом. Параметри виведення будуть відрізнятися залежно від можливостей машини та конфігурації постпроцесора машини.
Використовуйте Part Catcher
Увімкніть, щоб активувати уловлювач деталей. Доступно, лише якщо ваша машина оснащена уловлювачем деталей і ваша публікація написана для підтримки уловлювача частин.
Попереднє налаштування
Якщо вибраний інструмент має кілька налаштувань подачі та швидкості, ви можете вибрати, який набір параметрів слід використовувати на цій траєкторії. Ці стилі визначені в бібліотеці інструментів.
Використовуйте постійну поверхневу швидкість
Увімкніть автоматичне регулювання швидкості шпинделя, щоб підтримувати постійну швидкість поверхні між інструментом і заготовкою, коли змінюється діаметр різання. Постійна поверхнева швидкість (CSS) визначається за допомогою G96 на більшості машин.
Поверхнева швидкість
Швидкість різання, виражена як швидкість інструменту по поверхні деталі. Виражається у футах/хв або М/хв залежно від поточного налаштування одиниць .
Швидкість шпинделя
Швидкість обертання шпинделя.
Максимальна швидкість шпинделя
Визначає максимально допустиму швидкість шпинделя під час використання постійної швидкості поверхні (CSS).
Використовуйте подачу на оборот
Увімкніть для перемикання з відстані в часі (дюйми/хв або мм/хв) на подачу за оберт (IPR або MMPR). Подача на оберт створює постійне навантаження на стружку незалежно від обертів шпинделя.
Швидкість подачі різання
Подача, що використовується в різальних ходах. Введення на основі параметра «Використовувати подачу за оберт» і поточних одиниць вимірювання.
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія

Назад Конфайнмент
Використовується для обмеження траєкторії шляхом обмеження області. Шляхи інструментів можуть міститися в межах певної області. Режим «Назад» дозволяє встановити контрольну точку для визначення зони утримання, а «Зсув» дозволяє регулювати межу в позитивну або негативну сторону від цієї контрольної точки. Ви можете використовувати ці параметри, щоб подовжити траєкторію інструмента за межі моделі для довшого різання.
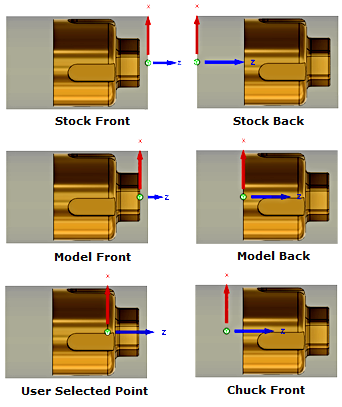
Режим Назад
Визначає опорну позицію для межі заднього обмеження. Це варіанти вибору посилання.
- Передня сторона заготовки – дозволяє встановити посилання по відношенню до передньої частини заготовки.
- Задня сторона прикладу – дозволяє встановити посилання по відношенню до зворотного боку прикладу.
- Передня сторона патрона – дозволяє встановити орієнтир щодо торця патрона.
- Лицьова сторона моделі – дозволяє встановити посилання по відношенню до передньої частини моделі.
- Зворотна сторона моделі – дозволяє встановити посилання по відношенню до задньої частини моделі.
- Вибрана точка – виберіть вершину або ребро для посилання на початок координат.
- Початок – дозволяє встановити посилання відносно нульової позиції деталі.

Патрон передній
Зсув
Визначає відстань для розширення межі обробки від базової позиції, показаної вище. Ви можете вказати додатну чи від’ємну відстань від контрольної точки або динамічно перетягувати позицію за допомогою миші. Задня межа показана зеленим кольором.
Зміщення задньої сторони запасу
Визначає відстань до машини позаду задньої частини моделі.
 |
 |
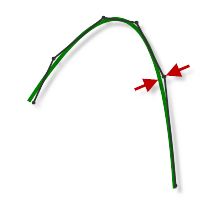
| Негативне зміщення задньої сторони
Закінчує траєкторію інструменту далі в зону різання. |
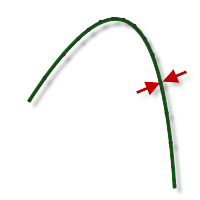
Позитивне зміщення задньої сторони
Закінчує траєкторію інструменту далі від зони різання. |
Розрив краю
Якщо його вибрано, активуються параметри фаски або радіуса заднього краю деталі. Лікування проводиться до завершення відрізання.
 |
 |
 |
| Без перерви | Розрив фаски | Радіус розриву |
Із зворотного посилання
Створює фаску або радіус на основі краю під час моделювання. Вводити дані не потрібно.

Тип обриву краю
Виберіть тип обробки кутів. Додайте фаску або радіус до заднього краю деталі. Цю обробку проводять до завершення відрізання.
|
|
| Розрив фаски | Радіус розриву |
 |
 |
| Ширина фаски
Вкажіть відстань через фаску, виміряну вздовж горизонтальної осі. |
Кут фаски
Вкажіть кут фаски, виміряний від горизонтальної осі. |
Радіус скруглення
Вкажіть розмір скруглення для кута.

 Параметри вкладки "Радіуси".
Параметри вкладки "Радіуси".

Вкладка «Радіуси» дозволяє встановити радіальну зону обмеження для обробки. Ці параметри позначені кольором для легкої ідентифікації.

Замовлення на радіусне утримання.
- Зазор = повністю втягнута безпечна зона
- Втягнути = Над поверхнею до машини
- Зовнішній = Фактична поверхня для обробки
- Внутрішня = максимальна глибина різання
оформлення
Показаний помаранчевим кольором, він керує радіусом, куди рухається інструмент на початку та в кінці траєкторії. Інструмент наближається до цього положення та повертається назад.
Від
Помаранчевим кольором «Від» встановлює контрольне положення радіуса зазору. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
- Втягнути – встановлює радіус зазору відносно положення втягування.
- Наружний діаметр заготовки – встановлює радіус зазору відносно зовнішнього діаметра визначеної заготовки.
- Модель OD – встановлює радіус зазору відносно зовнішнього діаметра визначеної моделі.
- Зовнішній радіус – встановлює радіус зазору відносно положення зовнішнього радіуса. Радіус зазору має бути більшим за зовнішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Внутрішній радіус – встановлює радіус зазору відносно положення внутрішнього радіуса. Радіус зазору має бути більшим за внутрішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор моделі – встановлює радіус зазору відносно внутрішнього діаметра моделі, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор заготовки – встановлює радіус зазору відносно внутрішнього діаметра заготовки, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Вибір – виберіть будь-яку грань, вершину або точку на моделі, щоб визначити радіус зазору. Використовуйте параметр «Зсув», щоб зробити позитивні або негативні коригування за потреби.
- Радіус . Цей параметр дозволяє ввести значення радіуса в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
- Діаметр – цей параметр дозволяє ввести значення діаметра в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
Зсув
Використовуйте це зміщення, щоб зсунути положення відносно контрольної точки, вибраної вище. За потреби ви можете зробити позитивні чи негативні коригування.
У цьому прикладі…
- Зовнішній = зовнішній діаметр запасу (модель + запас 1 мм)
- Втягування = зовнішній + 5 мм зміщення
- Зазор = втягнути + 5 мм зміщення
Відкликати
Показаний темно-зеленим кольором, він контролює положення над поверхнею, яку ви плануєте обробити. Це радіус, до якого інструмент втягується між різами.
Від
Показано темно-зеленим кольором, «Від» встановлює еталонну позицію Retract. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
- Зазор – встановлює радіус відводу відносно положення зазору.
- Наружний діаметр заготовки – встановлює радіус зазору відносно зовнішнього діаметра визначеної заготовки.
- Модель OD – встановлює радіус зазору відносно зовнішнього діаметра визначеної моделі.
- Зовнішній радіус – встановлює радіус зазору відносно положення зовнішнього радіуса. Радіус зазору має бути більшим за зовнішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Внутрішній радіус – встановлює радіус зазору відносно положення внутрішнього радіуса. Радіус зазору має бути більшим за внутрішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор моделі – встановлює радіус зазору відносно внутрішнього діаметра моделі, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор заготовки – встановлює радіус зазору відносно внутрішнього діаметра заготовки, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Вибір – виберіть будь-яку грань, вершину або точку на моделі, щоб визначити радіус зазору. Використовуйте параметр «Зсув», щоб зробити позитивні або негативні коригування за потреби.
- Радіус . Цей параметр дозволяє ввести значення радіуса в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
- Діаметр – цей параметр дозволяє ввести значення діаметра в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
Зсув
Така ж функція, що й зсув кліренсу, показаний вище.
Зовнішній радіус
Показано світло-блакитним кольором, це визначає найбільшу радіальну межу зони різання. Зовнішній радіус визначає зовнішню поверхню заготовки, яку ви плануєте обробити.
 Зовнішній радіус світло-блакитного кольору.
Зовнішній радіус світло-блакитного кольору.
Від
Позначений світло-блакитним кольором, «Від» встановлює опорне положення зовнішнього радіуса. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
- Зазор – встановлює радіус відводу відносно положення зазору.
- Втягнути – встановлює радіус зазору відносно положення втягування.
- Наружний діаметр заготовки – встановлює радіус зазору відносно зовнішнього діаметра визначеної заготовки.
- Модель OD – встановлює радіус зазору відносно зовнішнього діаметра визначеної моделі.
- Внутрішній радіус – встановлює радіус зазору відносно положення внутрішнього радіуса. Радіус зазору має бути більшим за внутрішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор моделі – встановлює радіус зазору відносно внутрішнього діаметра моделі, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор заготовки – встановлює радіус зазору відносно внутрішнього діаметра заготовки, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Вибір – виберіть будь-яку грань, вершину або точку на моделі, щоб визначити радіус зазору. Використовуйте параметр «Зсув», щоб зробити позитивні або негативні коригування за потреби.
- Радіус . Цей параметр дозволяє ввести значення радіуса в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
- Діаметр – цей параметр дозволяє ввести значення діаметра в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
Зсув
Така ж функція, що й зсув кліренсу, показаний вище.
Внутрішній радіус
Показано темно-синім кольором, це визначає найменшу радіальну межу зони різання. Внутрішній радіус контролює максимальну глибину для області різу.
Внутрішній радіус темно-синього кольору.
Від
Показано темно-синім кольором, «Від» встановлює опорне положення внутрішнього радіуса. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
Те саме, що параметри зовнішнього радіуса "Від", показані вище.
Зсув
Така ж функція, що й зсув кліренсу, показаний вище.
Відстань для різання нижче внутрішнього радіуса
Це коригування кінцевого положення носової частини інструмента, переміщення його за положення внутрішнього радіуса. Використовуйте це, щоб вирізати центральну лінію деталі.
 |
 |
|
| Розріжте по центральній лінії | Розріжте за центральною лінією |
 Передає налаштування вкладки
Передає налаштування вкладки

Толерантність
Цей допуск, також відомий як допуск до різання, призначений для формування траєкторії інструменту та тріангуляції геометрії. Будь-які додаткові допуски фільтрації, як-от згладжування , потрібно додати до цього допуску, щоб отримати загальний допуск для розрізу.
 |
 |
| Вільна толерантність .100 | Жорстка толерантність .001 |
Рух верстата з ЧПК керується за допомогою команд лінії G1 та дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії інструментів сплайнів і поверхонь шляхом їх лінеаризації; створення багатьох коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Більш жорсткий допуск призведе до більш точного шляху з меншими сегментами лінії. Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Кожне з них може бути проблемою залежно від вашої ситуації. Fusion 360 швидко обчислить майже на будь-якому комп’ютері. Але якщо у вас старіша система керування ЧПУ з обмеженою пам’яттю та машина з повільнішими осьовими приводами, рух траєкторії може виглядати стрибкоподібним. Це явище, відоме як брак даних. Цей допуск разом із згладжуванням може зменшити розмір вашої програми та покращити продуктивність ваших машин.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на новіших машинах. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
Передача запасів
Вказує, що приклад має бути затиснутий для використання на іншому шпинделі. Це робиться шляхом надсилання команди до постпроцесора, який потім запускає налаштований макрос для затискання штока іншим шпинделем.
Оскільки для перенесення заготовки потрібен спеціальний макрос, замість цього рекомендується використовувати метод команд «Токарний патрон вторинного шпинделя» та «Повернення вторинного шпинделя» .
Використовуйте Pecking
Клювання дозволяє інструменту робити кілька кроків, оскільки він ріже на всю глибину. Це зменшує навантаження на інструмент і тепло, що виділяється під час безперервного різання. Це також може зламати стружку, що відривається від деталі.
Глибина клювання
Визначає кількість зрізу на глибину клювання.
Клювання Retract
Визначає відстань втягування між клюваннями.
Використовуйте зменшену подачу та швидкість
Увімкнути зменшення подачі та швидкості на вибраному радіусі при розходженні.
Зменшений радіус подачі відрізка
Радіус, на якому зменшується швидкість подачі при відрізанні.
Зменшений корм
Нова швидкість подачі для кінцевого відрізу.
Знижена швидкість шпинделя
Нова швидкість шпинделя для остаточного відрізання. (доступно, лише коли постійну швидкість шпинделя вимкнено)
Дозволити швидке втягування
Увімкніть примусове втягування рухатися зі швидкою швидкістю, а не зі швидкістю подачі.
Тип компенсації
Визначає тип компенсації.
- У комп’ютері – положення траєкторії обчислюється CAM на основі вибраного діаметра інструмента. Результат постобробки містить фактичне положення центральної лінії інструмента, що рухається навколо вибраного краю деталі.
- У управлінні – положення траєкторії не обчислюється, а виводяться фактичні координати краю деталі. Коди компенсації різця (G41/G42) виводяться в програму ЧПУ. Це дозволяє оператору вводити повний діаметр інструменту в таблицю зсуву Cutter Comp для компенсації положення фрези на панелі керування верстатом.
- Wear (Зношеність) – працює так, ніби було вибрано In computer , але також виводить код Cutter Comp Left. Це дозволяє оператору верстата регулювати знос інструменту на верстаті. шляхом введення різниці в розмірі інструменту від запрограмованого до фактично використовуваного інструменту.
- Інверсний знос – ідентичний параметру Wear , за винятком того, що виводиться код Cutter Comp Right.
Робіть гострі кути
Якщо ввімкнено, Fusion 360 примусово створюватиме гострі кути у виводі траєкторії NC. Якщо вимкнено (за замовчуванням), Fusion 360 обертатиме інструмент навколо всіх гострих кутів. Цей тип руху скорочує час циклу, покращує контроль обробки поверхні та дозволяє машині плавно рухатися між поверхнями. Цей параметр впливає лише на траєкторію інструменту. Деталь завжди матиме гострий перетин, доки радіус підйому інструмента відповідає запрограмованому інструменту.
 |
 |
| Вимкнено – згорнутий кут |
Фінішні пропуски
Увімкнути виконання чистового проходу перед відрізанням деталі.
Переступити
Дистанція для фінішної передачі.
Необроблений запас, щоб залишити
Чорновий зріз рухатиметься радіально, залишаючи цю кількість запасу. Інструмент втягнеться, переступить для остаточного чистового різу, а потім подасть на кінцеву глибину різання.
Готова швидкість подачі
Швидкість подачі для остаточного чистового різання.
Запас для відпустки
| Позитивний запас для відпустки
Сума запасу, що залишилася після завершення операції. Це можна усунути наступною чорновою чи чистовою обробкою. Зазвичай після чорнової обробки залишається невелика кількість матеріалу. |
 |
| Немає запасів
Видаліть весь зайвий матеріал до обраної геометрії. |
 |
| Від’ємний запас для виходу
Видаляє матеріал за межі поверхні або межі деталі. |
 |
Осьовий (лицевий) приклад до відпустки
Параметр Axial Stock to Leave контролює кількість матеріалу, який потрібно залишити в осьовому напрямку (вздовж осі Z), тобто на гранях фланців. Вказівка позитивного осьового запасу для відходу призводить до того, що матеріал залишається на гранях і неглибоких ділянках у напрямку Z.
 Осьовий приклад залишити
Осьовий приклад залишити
Від’ємний запас залишити
 Налаштування вкладки зв’язування
Налаштування вкладки зв’язування

Режим високої швидкості подачі
Визначає, коли швидкі рухи мають виводитися як справжні швидкі (G0), а коли – як рухи з високою швидкістю подачі (G1).
- Зберегти швидкий рух – усі швидкі рухи збережено.
- Зберігати осьовий і радіальний швидкий рух – швидкі рухи, що рухаються лише горизонтально (радіально) або вертикально (аксіально), виводяться як справжні швидкі.
- Зберігайте осьовий швидкий рух – лише швидкі рухи, що рухаються вертикально.
- Зберігайте радіальний швидкий рух – лише швидкі рухи, що рухаються горизонтально.
- Зберігати швидкий рух по одній осі – лише швидкі рухи, що рухаються по одній осі (X, Y або Z).
- Завжди використовуйте високу подачу – Виводить швидкі рухи, оскільки (висока подача) рухається G01 замість швидких рухів (G0).
Цей параметр зазвичай встановлюється для уникнення зіткнень на порогах на машинах, які виконують рухи "собачої ноги" на швидкості.
Висока швидкість подачі
Швидкість подачі для швидких рухів виводиться як G1 замість G0.
Наближення та відведення
Використовується для визначення положення інструменту на початку та в кінці операції. За замовчуванням встановлено положення відносно SafeZ, як визначено в налаштуваннях завдання. Ви можете перевизначити це, щоб посилатися на WCS, лицьову сторону або задню частину.
Підхід Z – використовується для встановлення позиції інструмента під час наближення до деталі для першої траєкторії.
- Безпечний З
- Перша позиція Z
Retract Z – Використовується для встановлення позиції інструмента під час відводу від деталі після останньої траєкторії.
- Безпечний З
- Остання позиція Z
 |
|
Перевизначити налаштування безпечного Z
Якщо позначено, це дозволяє вам змінити наближення або відведення відносно нової позиції.
Безпечне посилання та зміщення Z
Використовується для зміни контрольної позиції для рухів «Наближення та Відведення».
 |
|
Орігінал сторінки: Part reference