Токарна адаптивна чорнова обробка
 Налаштування вкладки інструментів
Налаштування вкладки інструментів

Інструмент
Виберіть токарний інструмент із бібліотеки або створіть новий токарний інструмент.
Охолоджуюча рідина
Виберіть тип охолоджувальної рідини, який слід використовувати з інструментом. Параметри виведення будуть відрізнятися залежно від можливостей машини та конфігурації постпроцесора машини.
Використовуйте задню бабку
Увімкніть надсилання інформації до постпроцесу, який активує програмовану задню бабку на машині. Задня бабка використовується для підтримки кінця заготовки, коли заготовка є відносно довгою та тонкою. Щоб цей параметр набув чинності, вашій машині потрібна програмована задня бабка, а ваш постпроцесор має бути налаштований для написання коду, який потрібен вашій машині.
Режим повороту
Цей параметр визначає, чи інструмент оброблятиме зовнішній чи внутрішній діаметр деталі. Цей вибір також визначає напрямок наближення/відведення для розрізу.
| Зовнішнє профілювання
Інструмент наближається до зовнішньої сторони заготовки/забирається назад і обробляє вздовж осі шпинделя (аксіально) залежно від параметра Pass Direction (нижче). |
|
| Внутрішнє профілювання
Інструмент наближається до/втягується до центральної лінії та обробляє аксіально залежно від налаштування Pass Direction (нижче). |
|
Орієнтація інструменту
Ви можете змінити напрямок, у якому вказує інструмент. Це найбільш корисно, якщо револьверна головка вашого токарного верстата має програмовану вісь B. Ваш постпроцесор повинен підтримувати публікацію з цього значення. Однак ви можете просто встановити свій інструмент у револьвері/тримачі під фіксованим кутом.
 |
 |
|
| Орієнтація інструменту @ 45 градусів | Орієнтація інструменту на 90 градусів |
Попереднє налаштування
Якщо вибраний інструмент має кілька налаштувань подачі та швидкості, ви можете вибрати, який набір параметрів слід використовувати на цій траєкторії. Ці стилі визначені в бібліотеці інструментів.
Використовуйте постійну поверхневу швидкість
Якщо ввімкнено, це змінюватиме швидкість шпинделя на верстаті, щоб підтримувати постійний об’єм поверхні між інструментом і деталлю, коли змінюється діаметр різання. Постійна поверхнева швидкість (CSS) визначається за допомогою G96 на більшості машин.
Поверхнева швидкість
Швидкість різання, виражена як швидкість інструменту по поверхні деталі. Виражається у футах/хв або М/хв залежно від поточного налаштування одиниць .
Швидкість шпинделя
Швидкість обертання шпинделя.
Максимальна швидкість шпинделя
Визначає максимально допустиму швидкість шпинделя під час використання постійної швидкості поверхні (CSS).
Використовуйте подачу на оборот
Увімкніть для перемикання з відстані в часі (дюйми/хв або мм/хв) на подачу за оберт (IPR або MMPR). Подача на оберт створює постійне навантаження на стружку незалежно від обертів шпинделя.
Швидкість подачі різання
Подача, що використовується в різальних ходах. Введення на основі параметра «Використовувати подачу за оберт» і поточних одиниць вимірювання.
Швидкість подачі підведення
Подача, яка використовується для змішування з рухами різання. Введення на основі параметра «Використовувати подачу за оберт» і поточних одиниць вимірювання.
Швидкість подачі на виході
Подача, яка використовується для змішування ходів різання. Введення на основі параметра «Використовувати подачу за оберт» і поточних одиниць вимірювання.
 Налаштування вкладки Геометрія
Налаштування вкладки Геометрія
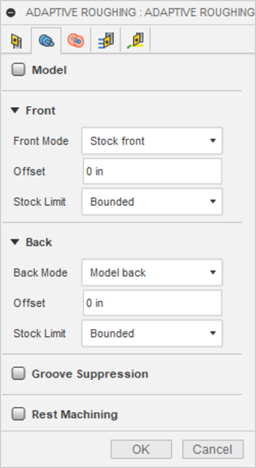
Спереду / ззаду обмеження
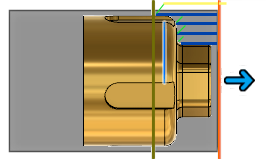
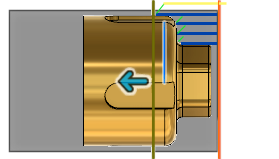
Використовується для обмеження траєкторії шляхом обмеження області. Шляхи інструментів можуть міститися в межах певної області. Режим переднього/заднього обмеження дозволяє встановити контрольну точку для визначення зони обмеження траєкторії інструменту, а «Зсув» дозволяє регулювати межу в позитивний або негативний бік від цього посилання. Ви можете використовувати ці параметри, щоб подовжити траєкторію інструмента за межі моделі для довшого різання.
 |
 |
|
| Фронтальний конфайнмент показано помаранчевим кольором | Назад Confinement показано темно-зеленим кольором. |
Режим спереду / ззаду
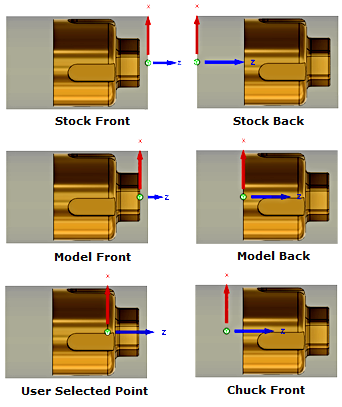
Визначає опорне положення для межі переднього/заднього обмеження. Це варіанти вибору посилання.
-
Передня сторона заготовки – дозволяє встановити посилання по відношенню до передньої частини заготовки.
-
Задня сторона прикладу – дозволяє встановити посилання по відношенню до зворотного боку прикладу.
-
Передня сторона патрона – дозволяє встановити орієнтир щодо торця патрона.
-
Вибір — виберіть вершину або ребро для посилання на початок координат.
-
Лицьова сторона моделі – дозволяє встановити посилання по відношенню до передньої частини моделі.
-
Зворотна сторона моделі – дозволяє встановити посилання по відношенню до задньої частини моделі.
-
Початок – дозволяє встановити посилання відносно нульової позиції деталі.

Патрон передній
Зсув
Визначає відстань для зміщення межі обробки від базової позиції, показаної вище. Ви можете вказати додатну чи від’ємну відстань від контрольної точки або динамічно перетягувати позицію за допомогою миші. Передня межа показана помаранчевим кольором, а задня – зеленим.
Передня частина посилання на модель зі зсувом .200 дюймів
Вибране посилання (синій край) зі зсувом -0,250 дюйма
Придушення канавок
Параметр «Придушення канавок» дає змогу придушити обробку однієї чи кількох канавок. Це дає вам гнучкість у визначенні окремих канавок для придушення під час обробки для вирішення проблем. Ви вказуєте канавки, вибираючи грані.
Решта обробки
Увімкніть, щоб вказати, що має бути оброблено лише залишок. Це обмежує площу траєкторії інструменту та скорочує час циклу.
Джерело
Визначає, що Fusion 360 має використовувати, щоб оцінити, де залишився запас на деталі.
- З попередніх операцій (операцій) – оцінює заготовку, вилучену з усіх попередніх траєкторій, і обчислює розріз на заготовці, що залишилася.
- З налаштованого запасу – оцінює запас, визначений у налаштуваннях , і обчислює розріз на залишковому запасі. Це корисно для литих або кованих деталей. Потрібна суцільна модель, яка представляє литу або ковану заготовку.
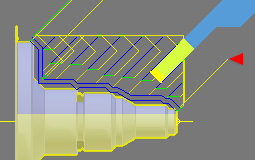
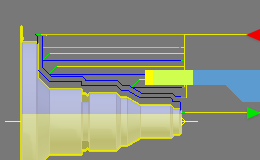
Наведений нижче приклад базується на траєкторії обробки токарного профілю .
 |
1 – Жовтий колір показує залишки запасів.
2 – Кілька фінішних проходів, показано з 10 фінішними кроками. 3 – увімкнено обробку в кінці з 10 кінцевими кроками. Генеруються лише 3 кроки, необхідні для зрізання решти запасу. |
 Параметри вкладки "Радіуси".
Параметри вкладки "Радіуси".
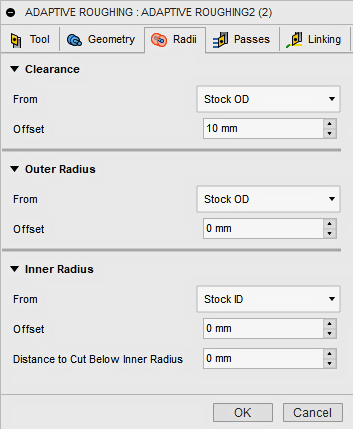
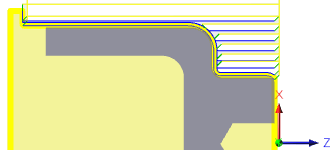
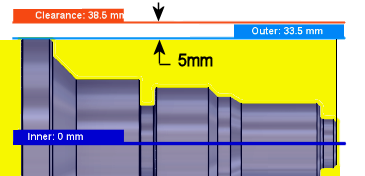
Вкладка «Радіуси» дозволяє встановити радіальну зону обмеження для обробки. Діалогове вікно змінюватиметься залежно від того, чи встановлено Режим токарної обробки (параметр вкладки Інструмент) на Зовнішнє профілювання або Внутрішнє профілювання. Ці параметри позначені кольором для легкої ідентифікації.
 |
 |
|
Замовлення зовнішнього точіння.
|
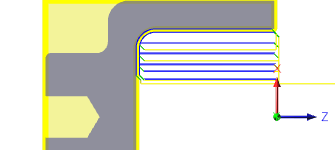
Замовлення внутрішньої обробки.
|
оформлення
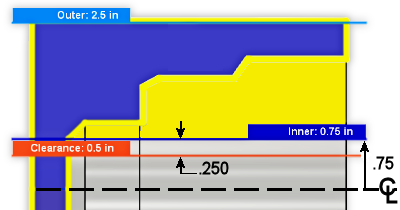
Показаний помаранчевим кольором, він керує радіусом, куди рухається інструмент на початку та в кінці траєкторії. Для зовнішньої обробки ця позиція знаходиться поза деталлю. Для внутрішньої обробки ця позиція знаходиться всередині труби або отвору. Інструмент наближається до цього положення та повертається назад.
Від
Помаранчевим кольором, From встановлює контрольне положення радіуса зазору. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
- Втягнути – встановлює радіус зазору відносно положення втягування.
- Наружний діаметр заготовки – встановлює радіус зазору відносно зовнішнього діаметра визначеної заготовки.
- Модель OD – встановлює радіус зазору відносно зовнішнього діаметра визначеної моделі.
- Зовнішній радіус – встановлює радіус зазору відносно положення зовнішнього радіуса. Радіус зазору має бути більшим за зовнішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Внутрішній радіус – встановлює радіус зазору відносно положення внутрішнього радіуса. Радіус зазору має бути більшим за внутрішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор моделі – встановлює радіус зазору відносно внутрішнього діаметра моделі, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор заготовки – встановлює радіус зазору відносно внутрішнього діаметра заготовки, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Вибір – виберіть будь-яку грань, вершину або точку на моделі, щоб визначити радіус зазору. Використовуйте параметр «Зсув», щоб зробити позитивні або негативні коригування за потреби.
- Радіус . Цей параметр дозволяє ввести значення радіуса в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
- Діаметр – цей параметр дозволяє ввести значення діаметра в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
Зсув
Використовуйте це зміщення, щоб зсунути положення відносно контрольної точки, вибраної вище. За потреби ви можете зробити позитивні чи негативні коригування.
|
|
|
Для зовнішнього точіння.
|
Для внутрішнього точіння.
|
Зовнішній радіус
Показано світло-блакитним кольором, це визначає найбільшу радіальну межу зони різання. Для зовнішньої (OD) обробки зовнішній радіус визначає зовнішню поверхню заготовки, яку ви плануєте обробити. Для внутрішньої (ID) обробки зовнішній радіус контролює максимальну глибину для області різу.
 |
 |
|
| Для зовнішнього точіння. | Для внутрішнього точіння. |
Від
Показано світло-блакитним кольором, «Від» встановлює опорне положення зовнішнього радіуса. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
- Зазор – встановлює радіус відводу відносно положення зазору.
- Втягнути – встановлює радіус зазору відносно положення втягування.
- Наружний діаметр заготовки – встановлює радіус зазору відносно зовнішнього діаметра визначеної заготовки.
- Модель OD – встановлює радіус зазору відносно зовнішнього діаметра визначеної моделі.
- Внутрішній радіус – встановлює радіус зазору відносно положення внутрішнього радіуса. Радіус зазору має бути більшим за внутрішній радіус. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор моделі – встановлює радіус зазору відносно внутрішнього діаметра моделі, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Ідентифікатор заготовки – встановлює радіус зазору відносно внутрішнього діаметра заготовки, як визначено в налаштуваннях. Використовуйте параметр «Зсув», щоб внести потрібні зміни.
- Вибір – виберіть будь-яку грань, вершину або точку на моделі, щоб визначити радіус зазору. Використовуйте параметр «Зсув», щоб зробити позитивні або негативні коригування за потреби.
- Радіус . Цей параметр дозволяє ввести значення радіуса в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
- Діаметр – цей параметр дозволяє ввести значення діаметра в поле «Зсув». Це значення стосується центральної лінії деталі й не розпізнає жодних асоціативних змін у моделі.
Зсув
Така ж функція, що й зсув кліренсу, показаний вище.
Внутрішній радіус
Показано темно-синім кольором, це визначає найменшу радіальну межу зони різання. Для зовнішньої (OD) обробки внутрішній радіус контролює максимальну глибину для області різу. Для внутрішньої (ID) обробки внутрішній радіус визначає внутрішню поверхню заготовки, яку ви плануєте обробити.
|
|
|
| Для зовнішнього точіння. | Для внутрішнього точіння. |
Від
Показано темно-синім кольором, «Від» встановлює опорне положення внутрішнього радіуса. Посилання може стосуватися матеріалу, моделі, заданого радіуса, діаметра або будь-якої іншої радіальної позиції. Ця опорна позиція може бути зміщена з позитивним або негативним значенням зсуву.
Те саме, що параметри Зовнішнього радіуса від, показані вище.
Зсув
Така ж функція, що й зсув кліренсу, показаний вище.
Відстань до розрізу нижче внутрішнього радіуса
Це коригування кінцевого положення носової частини інструмента, переміщення його за положення внутрішнього радіуса. Використовуйте це, щоб вирізати центральну лінію деталі.
 |
 |
|
| Розріжте по центральній лінії | Розріжте за центральною лінією |
 Передає налаштування вкладки
Передає налаштування вкладки

Толерантність
Цей допуск, також відомий як допуск до різання, призначений для формування траєкторії інструменту та тріангуляції геометрії. Будь-які додаткові допуски фільтрації, як-от згладжування , потрібно додати до цього допуску, щоб отримати загальний допуск для розрізу.
 |
 |
|
| Вільна толерантність .100 | Жорстка толерантність .001 |
Рух верстата з ЧПК керується за допомогою команд лінії G1 та дуги G2 G3. Для цього Fusion 360 апроксимує траєкторії інструментів сплайнів і поверхонь шляхом їх лінеаризації; створення багатьох коротких лінійних сегментів для наближення бажаної форми. Наскільки точно траєкторія інструменту відповідає бажаній формі, значною мірою залежить від кількості використаних ліній. Більша кількість ліній призводить до траєкторії інструменту, яка більш наближена до номінальної форми сплайна або поверхні.
Нестача даних
Більш жорсткий допуск призведе до більш точного шляху з меншими сегментами лінії. Спокусливо завжди використовувати дуже вузькі допуски, але є компроміси, включаючи довший час обчислення траєкторії, великі файли G-коду та дуже короткі переміщення лінії. Кожне з них може бути проблемою залежно від вашої ситуації. Fusion 360 швидко обчислить майже на будь-якому комп’ютері. Але якщо у вас старіша система керування ЧПУ з обмеженою пам’яттю та машина з повільнішими осьовими приводами, рух траєкторії може виглядати стрибкоподібним. Це явище, відоме як брак даних. Цей допуск разом із згладжуванням може зменшити розмір вашої програми та покращити продуктивність ваших машин.
Нестача даних виникає, коли елемент керування стає настільки переповненим даними, що він не може встигати. ЧПК може обробляти лише обмежену кількість рядків коду (блоків) за секунду. Це може становити лише 40 блоків/секунда на старих машинах і 1000 блоків/секунда або більше на новіших машинах. Короткі переміщення лінії та високі швидкості подачі можуть змусити швидкість обробки перевищити те, що може впоратися з контролем. Коли це відбувається, машина повинна зупинятися після кожного руху та чекати наступної команди сервоприводу від керування.
Дозволити швидке втягування
Коли ввімкнено, ходи відведення виконуються з використанням швидкої швидкості машини (G00). Коли тракт вимкнено, переміщення виконуються з використанням швидкості подачі виведення.
Мінімальний радіус різання
Якщо перетин гострий або радіус кута дорівнює радіусу інструмента, це може призвести до тріскотіння та спотворення поверхні. Мінімальний радіус різання — це найменший радіус траєкторії інструменту, який потрібно створити в гострому куті для створення суміші.

Показано з радіусом 0 мм – радіусом 1 мм – радіусом 3 мм
Оптимальне навантаження
Максимальний рівень залучення, який має підтримувати адаптивна траєкторія інструменту. Це можна вважати величиною кроку, але Adaptive High Speed Machining змінюватиме крок, щоб зменшити перевантаження інструменту.
Традиційні траєкторії можуть перевантажувати інструмент у кутах. Adaptive Clearing забезпечує швидше видалення матеріалу та усуває різкі моменти зачеплення інструменту, які можуть зламати фрези
 |
 |
|
| Оптимальне навантаження 1,5 мм. | Оптимальне навантаження 3,0 мм |
Припуск на обробку
Якщо ввімкнено, це дозволяє залишати запаси для майбутніх операцій обробки.
Параметр X Finish Allowance контролює кількість матеріалу, який залишається в радіальному напрямку, тобто зовнішній або внутрішній діаметр. Вказівка позитивного радіального запасу, який потрібно залишити, призводить до того, що матеріал залишається на зовнішньому або внутрішньому діаметрі деталі.
Параметр Z Finish Allowance контролює кількість матеріалу, що залишається в осьовому напрямку (вздовж осі Z), тобто на гранях фланців. Вказівка позитивного осьового запасу для відходу призводить до того, що матеріал залишається на гранях і неглибоких ділянках у напрямку Z.
 |
 |
|
| X Додаткова обробка | Припуск на обробку Z |
Надбавка на негативну обробку
У разі використання від’ємного припуску операція механічної обробки видаляє більше матеріалу із заготовки, ніж форма вашої моделі. Це можна використовувати для обробки електродів з іскровим проміжком , де розмір іскрового проміжку дорівнює від’ємному припуску.
Як X, так і Z дозволи на відпустку можуть бути від’ємними числами. Однак від’ємний припуск X повинен бути меншим за радіус інструмента. У разі використання великого радіуса носа або вставки типу кнопки з негативним прикладом, негативний приклад повинен бути меншим або дорівнювати радіусу.
 Налаштування вкладки зв’язування
Налаштування вкладки зв’язування
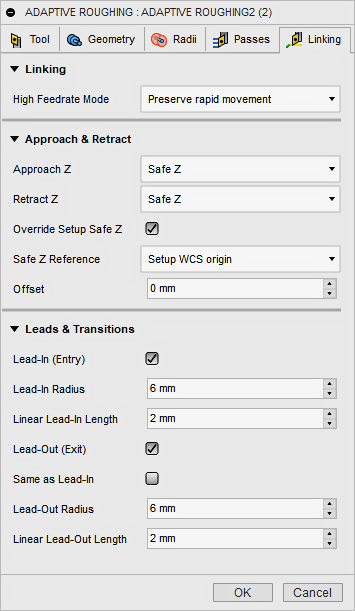
Режим високої швидкості подачі
Визначає, коли швидкі рухи мають виводитися як справжні швидкі (G0), а коли – як рухи з високою швидкістю подачі (G1).
- Зберегти швидкий рух – усі швидкі рухи збережено.
- Завжди використовуйте високу подачу – Виводить швидкі рухи, оскільки (висока подача) рухається G01 замість швидких рухів (G0).
Цей параметр зазвичай встановлюється для уникнення зіткнень на порогах на машинах, які виконують рухи "собачої ноги" на швидкості.
Наближення та відведення
Використовується для визначення положення інструменту на початку та в кінці операції. Позиція за замовчуванням – це посилання на Safe Z, як визначено в налаштуваннях. Ви можете перевизначити безпечне положення Z налаштування за допомогою наведених нижче параметрів.
Підхід Z – визначає, як інструмент розташовуватиметься перед початком траєкторії.
- Безпечне Z – позиція підходу буде такою ж, як безпечна позиція Z, визначена в налаштуваннях.
- Перша позиція Z – позиція підходу буде такою ж, як перша позиція Z траєкторії інструменту.
Retract Z – визначає положення інструмента після завершення траєкторії.
- Безпечне Z – позиція підходу буде такою ж, як безпечна позиція Z, визначена в налаштуваннях.
- Остання позиція Z – позиція відведення буде такою ж, як остання позиція Z траєкторії.
 |
|
Перевизначити налаштування безпечного Z
Увімкніть, щоб перевизначити базове положення для безпечного втягування Z.
Безпечне посилання та зміщення Z
Виберіть нове контрольне положення, щоб встановити безпечне відведення Z.
 |
|
Провід і переходи
Контролює наближення та відведення для різання.
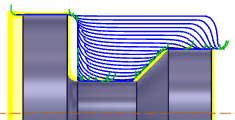
Початок (вхід)
Увімкніть, щоб створити початковий (червона стрілка) перехід до профілю розрізу.
 Введення (червона стрілка)
Введення (червона стрілка)
Вхідний радіус
Визначає радіус початкового ходу на початку проходу різання.
 |
 |
|
| Радіус входу @ 0 мм | Радіус входу @ 3 мм |
Лінійна початкова довжина
Визначає відстань (довжину) початкового руху на початку проходу різання.
 |
 |
|
| Лінійна вхідна відстань встановлена на 1 мм | Лінійна вхідна відстань встановлена на 5 мм |
Вивід (Вихід)
Увімкніть для генерування виведення (зелена стрілка) відходу від профілю розрізу.
Виведення (зелена стрілка)
Те саме, що Lead-In
Вказує, що визначення виведення має бути ідентичним визначенню введення.
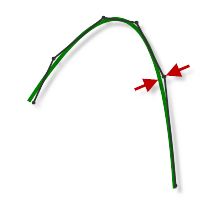
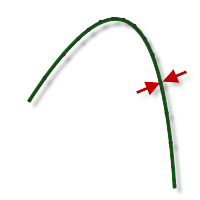
Радіус виведення
Визначає радіус вихідного ходу в кінці проходу різання.
 |
 |
|
| Вивідний радіус @ 0 мм | Радіус виведення @ 3 мм |
Лінійна вихідна довжина
Визначає відстань (довжину) вихідного ходу в кінці проходу різання.
 |
 |
|
| Лінійна вихідна відстань встановлена на 1 мм | Лінійна вихідна відстань встановлена на 5 мм |
Орігінал сторінки: Adaptive Roughing Reference